导读
作者:罗鑫伟,谭秋平,黄明亮,胡伟辉,刘镇琦(株洲时代新材料科技股份有限公司,湖南株洲412000)
来源:《轨道交通材料》2025年6月
摘要:螺栓连接作为零部件常用的连接方式之一,其拧紧工艺的设计及扭矩稳定性的研究对新产品的开发应用具有重要意义,因此在拧紧工艺的设计阶段就须对相关因素开展研究。首先对扭矩系数、摩擦因数、润滑方式进行理论分析,再从螺栓润滑方式、螺栓品牌、拧紧方式、拧紧顺序、螺栓衰减测试等方面开展研究,最后对螺栓拧紧力矩工艺开发进行试验验证,基于试验数据,得出有效的拧紧工艺设计方案,从而提高螺栓安全性能。
螺栓连接是目前机械零部件连接中最常用的方式之一,螺栓提供的预紧力可实现紧固件紧固,其预紧力大小直接影响产品连接的稳定性及可靠性。 螺栓拧紧力矩过大会导致连接失效,严重的会导致螺栓拧断;螺栓拧紧力矩过小,螺栓预紧力不够则导致螺栓松动[1-2]。 针对螺栓紧固件产品而言,螺栓拧紧工艺的设计阶段极其重要,本文通过研究螺栓扭矩系数、润滑方式以及如何制定可靠的拧紧顺序及螺栓预紧力,来确保螺栓拧紧工艺设计方案的可行性及稳定性,从而应用于实际产品中。
一、理论分析
1.1 扭矩系数
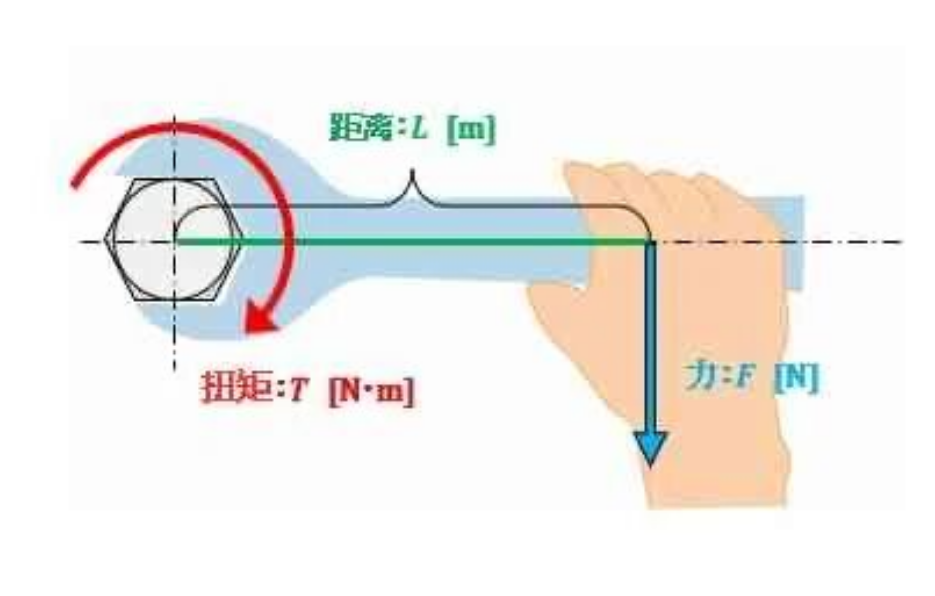
螺栓扭矩系数指高强度螺栓连接中拧紧力矩与螺栓预紧力的比例系数。 参照GB/T 16823.3— 2010 关于对扭矩系数K的确定,根据拧紧力矩与螺栓预紧力的关系,一般使用以下公式确定扭矩系数[3-4]:
 式中:T为拧紧力矩,N·m;F为螺栓预紧力,kN;d为螺纹公称直径,mm。
式中:T为拧紧力矩,N·m;F为螺栓预紧力,kN;d为螺纹公称直径,mm。 扭矩系数宏观上反映了螺栓拧紧力矩与螺栓预紧力之间的关系,扭矩系数不仅与摩擦副的摩擦因数相关,还与螺栓连接副的几何状况相关。 对于理想状况下的螺栓连接副而言,螺栓的摩擦因数决定着扭矩系数。但是在实际的螺栓连接应用中,其生产制造过程中无法避免地出现误差,导致摩擦因数及扭矩系数的波动,所以摩擦因数与扭矩系数的大小和散差都会影响螺栓预紧力。
1.2 摩擦因数
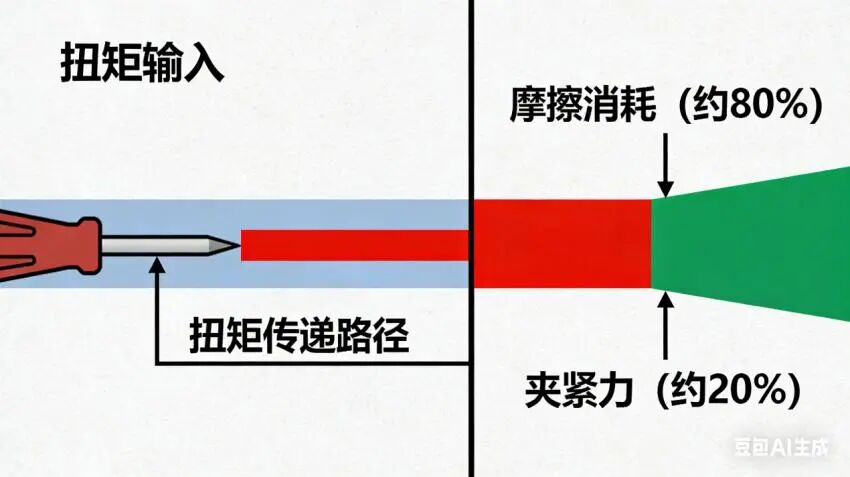
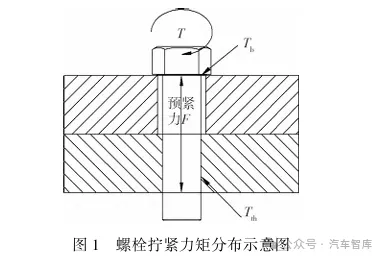
目前紧固螺栓最常见的方法为扭矩法,使用该方法紧固螺栓时,螺栓在拧紧过程中绝大部分的扭矩用来克服螺栓头部支撑面和螺纹摩擦,仅较少部分转换为螺栓预紧力,故螺栓摩擦因数在螺栓紧固中是非常重要的参数之一,它直接影响着螺栓预紧力、极限性能以及防松性能。螺栓的摩擦因数主要以螺纹摩擦因数和支撑面摩擦因数为主,如图1所示,将螺栓拧紧力矩T分为3部分:螺栓与垫圈平面之间的支承面摩擦所消耗的支承面摩擦扭矩Tb 、螺栓螺纹与螺母螺纹间的摩擦所消耗的螺纹扭矩Tth以及预紧力F。
根据螺栓拧紧扭矩5-4-1原则可知:支撑面摩擦所消耗的支撑面摩擦扭矩Tb 与螺栓螺纹与螺母螺纹间的摩擦所消耗的螺纹扭矩Tth占比较大,而在螺栓螺纹或支撑面表面涂抹润滑脂,通过润滑可减小其摩擦因数,从而减小其摩擦时所消耗的扭矩,故在相同拧紧力矩下,摩擦因数越小,其螺栓预紧力越大,扭矩系数越小。另外,螺栓头部支撑面的摩擦因数和螺纹摩擦因数的离散程度直接影响螺栓预紧力的稳定性。
1.3 润滑方式
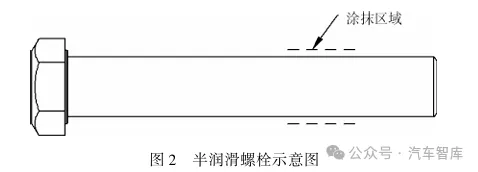
在实际螺栓紧固件组装当中,使用润滑脂可有效减少螺栓支撑面及螺栓螺纹的摩擦损耗,同时也能够使螺栓扭矩系数更加稳定,而不同润滑方式对螺栓润滑效果也不一样,目前螺栓紧固件上常用的润滑方式主要有两种:半润滑、全润滑。
1)半润滑:在螺栓啮合位置涂抹润滑脂,如图2所示。
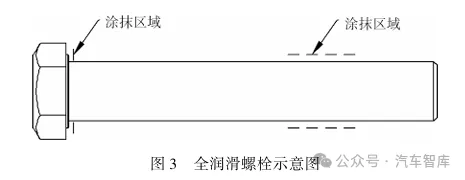
2)全润滑:在螺栓啮合位置、螺栓头部支撑面与垫圈接触位置涂抹润滑脂,如图3所示。
二、拧紧过程开发验证
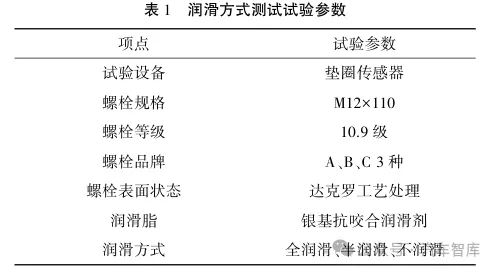
2.1 不同品牌螺栓与不同润滑方式测试
为了验证不同品牌螺栓扭矩系数稳定性以及润滑方式的重要性,本文选用A、B、C3种品牌螺栓进行对比测试,针对全润滑、半润滑、不润滑这3种润滑方式进行试验,采用垫圈传感器直接测量螺栓预紧力,并按公式(1)计算螺栓扭矩系数,从而选择稳定性最优的螺栓品牌和润滑方式,试验相关参数如表1所示。
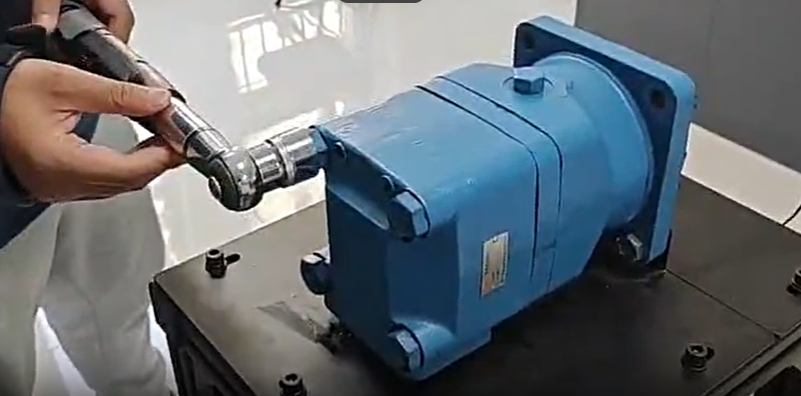
针对不同的润滑方式(不润滑、半润滑、全润滑)各选择5颗螺栓进行试验测量,测量方式如图4所示。
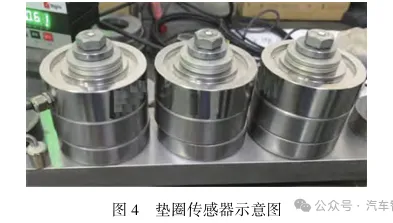
为确保试验数据的准确性,使用数显扭矩扳手进行紧固螺栓,拧紧过程均匀、缓慢地将螺栓力矩分步拧紧至80N·m,紧固5min后立刻读取垫圈传感器显示数据,结果如表2所示。
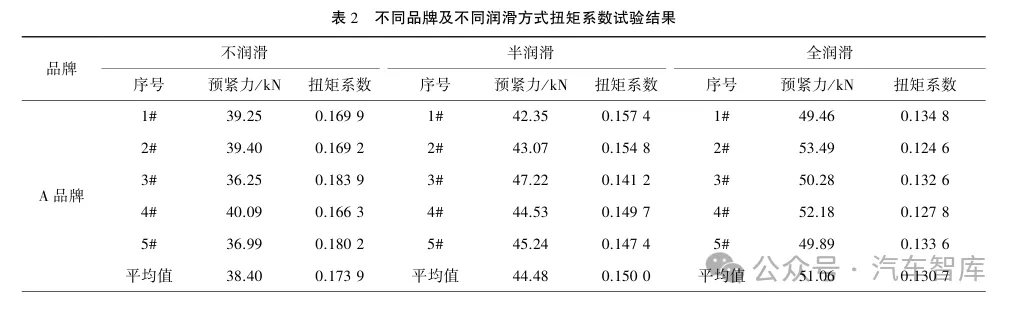
2.1.1 不同品牌螺栓对比测试
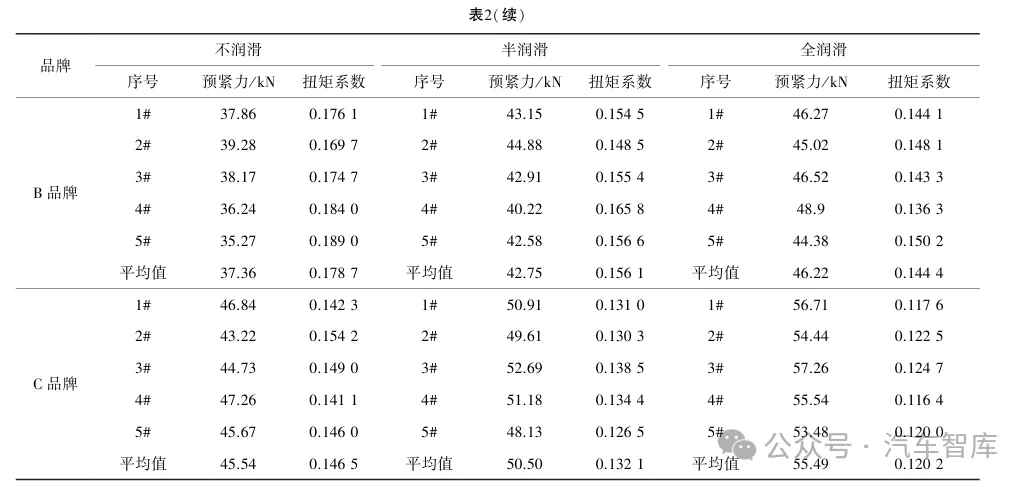
标准差、波动系数和极差,结果如表3所示。
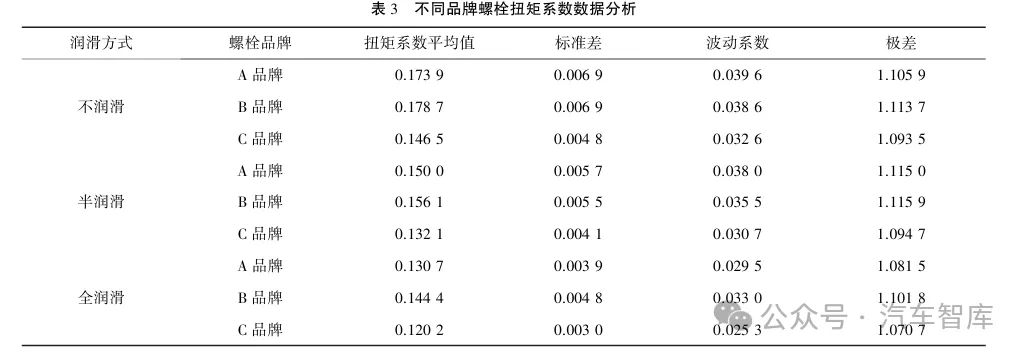
分析表3数据:
①在不润滑方式下,螺栓扭矩系数波动系数:A品牌>B品牌>C品牌;
②在半润滑方式下,螺栓扭矩系数波动系数:A品牌> B品牌>C品牌;
③在全润滑方式下,螺栓扭矩系数波动系数:B品牌>A品牌>C品牌。
结果表明:C品牌螺栓扭矩系数在3种润滑方式下都比较稳定,且离散度较小,故C品牌螺栓扭矩系数稳定性更优。
2.1.2 不同润滑方式对比测试
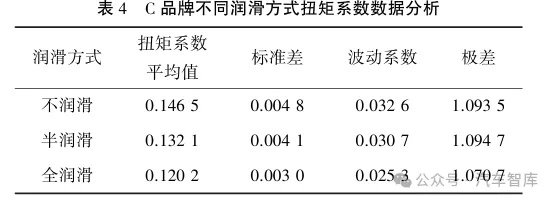
上述测试数据确认C品牌螺栓更优,故通过对比C品牌螺栓在不同润滑方式下扭矩系数稳定性来最终确认润滑方式,结果如表4所示。
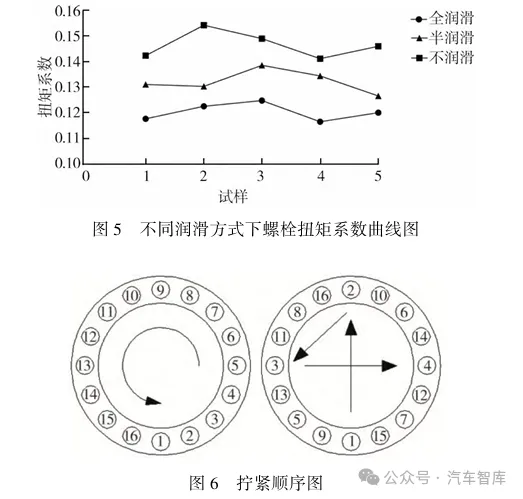
分析C品牌螺栓在不同润滑方式下螺栓扭矩系数波动,如图5所示。分析试验数据显示:不润滑扭矩系数>半润滑扭矩系数>全润滑扭矩系数,螺栓经涂抹润滑脂后直接影响螺栓摩擦因数,润滑过多会导致摩擦因数降低,摩擦因数越小,扭矩系数也就越小。当螺栓拧紧力矩一定, 扭矩系数越小,螺栓的预紧力越大,通过对比3种不同润滑方式下螺栓扭矩系数的波动系数,得出全润滑方式下螺栓扭矩系数波动系数最低、最稳定,且离散度较小。
2.2 拧紧顺序测试
对含多个螺栓的紧固件进行装配,拧紧顺序是螺栓拧紧工艺重要项点之一,若制定不合理会导致被连接件产生较高的应力,螺栓扭矩存在衰减。参照GB/T 19568—2017 中关于“圆形分布”紧固件的紧固顺序,紧固时应按交叉、对称、逐步、均匀的原则拧紧。 本次针对“圆形分布”紧固件零部件进行拧紧顺序测试有十字交叉、圆周顺序,如图6所示。
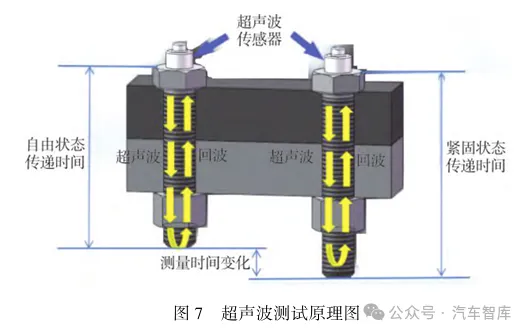
通过对螺栓拧紧顺序进行测试,采用超声波预紧力测试法[5-6]分别使用十字交叉紧固、圆周顺序紧固方法测量其螺栓预紧力的稳定性,确保制定的拧紧顺序可靠,超声波预紧力测试原理主要是通过测量螺栓自由状态与紧固状态下飞行声波差来计算螺栓伸长量,从而得出紧固件预紧力,测试原理如图7所示。
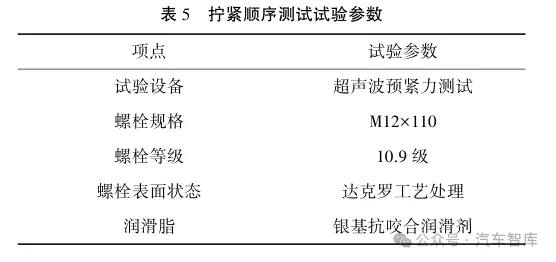
试验相关参数如表5所示。
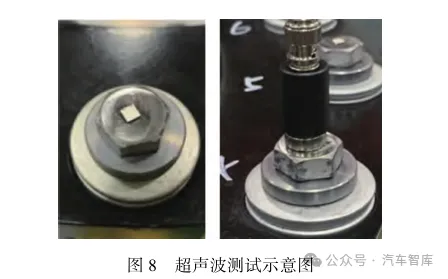
选择某“圆形分布”紧固件零部件(螺栓数量16 颗)进行拧紧顺序测试,先将被测螺栓头部进行打磨处理并粘贴超声波贴片,使用超声波螺栓预紧力测试仪对螺栓自由状态进行测量完成置零操作(测量前螺栓已进行标定),如图8所示。
分别采用十字交叉紧固、圆周顺序紧固将螺栓力矩直接紧固至80 N·m,紧固完成后使用超声波螺栓预紧力测试仪进行测量,测量数据如图9所示。
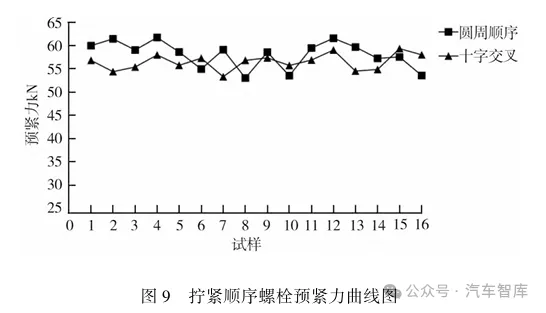
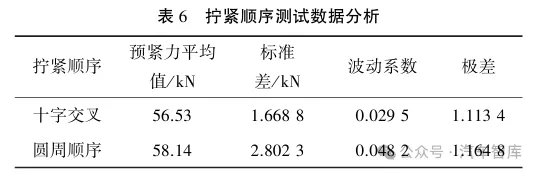
根据图9螺栓预紧力数据进行标准差、波动系数、极差等分析,如表6所示。通过数据对比可知十字交叉紧固拧紧顺序螺栓预紧力波动较小,十字交叉紧固拧紧顺序可制定为“圆形分布”紧固件的紧固顺序。
2.3 多步拧紧测试
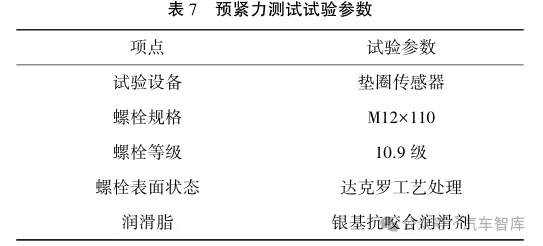
在紧固件螺栓拧紧阶段,目前最常见的方法为扭矩法,对于“圆形分布”紧固件而言,如果直接一步将螺栓力矩拧紧至要求值,可能会导致螺栓预紧力分布不均匀,偏差严重,故针对“圆形分布”紧固件往往会采用多步拧紧的方式进行紧固。本文通过多步拧紧(最终拧紧力矩的30%、70%、100%)与直接拧紧方式进行扭矩系数稳定 性对比测试,确保多步拧紧方法的可靠性。选择2件同一型号“圆形分布”紧固件(螺栓数量16 颗),试验螺栓最终拧紧力矩设定为80N·m。 先将被测螺栓头部进行打磨处理,并在螺栓头部粘贴超声波贴片通过超声波技术来测量螺栓预紧力,试验相关参数如表7所示。
第1件采用直接拧紧方式,采用十字交叉拧紧顺序用数显扭矩扳手直接将螺栓力矩拧紧至80N·m;第2件采用多步拧紧方式,采用十字交叉拧紧顺序用数显扭矩扳手按24N·m、56N·m、80N·m进行设定拧紧。通过超声波螺栓预紧力测量仪分别测量两种拧紧方式下螺栓预紧力分布情况,测量数据曲线图如图10所示。
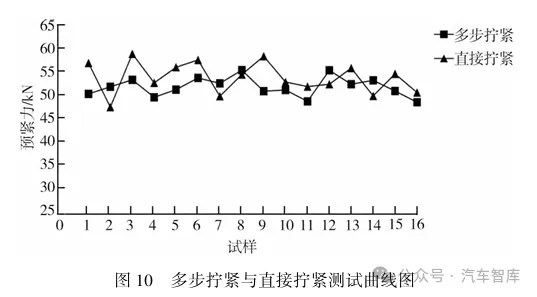
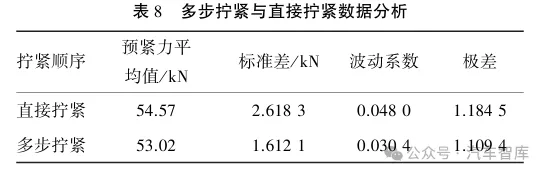
计算分析多步拧紧与直接拧紧下螺栓预紧力测试数据的平均值、标准差、波动系数、极差等,如表8所示。直接拧紧波动系数为:0.048;多步拧紧波动系数为:0.0304。多步拧紧波动系数明显小于直接拧紧波动系数,由此可知采用多步拧紧能保证螺栓间的预紧力更加稳定,离散度更小,有效提高螺栓拧紧质量。
三、拧紧力矩计算及工艺制定
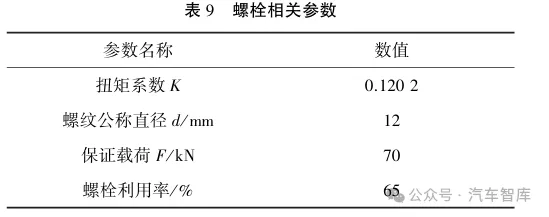
根据上述对不同品牌螺栓进行的对比测试,确定使用C品牌螺栓,参照其扭矩系数平均值0.1202 来计算螺栓拧紧力矩,根据GB/T3098.1—2010规定性能等级的紧固件应符合规定的机械和物理性能,M12螺栓(10.9级,粗牙螺纹)保证载荷为70kN。参考相关资料建议螺栓最低使用率应不低于50%,为提高螺栓安全系数,制定螺栓利用率不得低于65%,螺栓相关参数如表9所示。
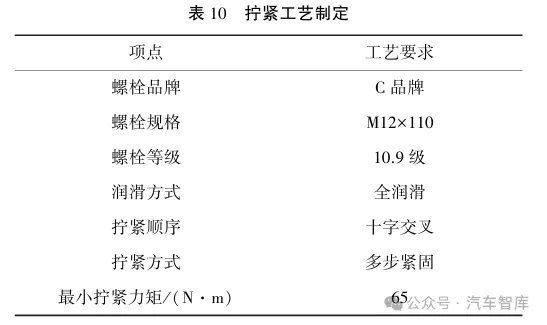
根据公式(1)计算出螺栓最小拧紧力矩约为65N·m,通过上述测试结果制定螺栓拧紧工艺要求,如表10所示。
四、结论
本文通过对螺栓拧紧力矩工艺开发验证,从螺栓的润滑方式、品牌、拧紧方式、拧紧顺序、预紧力测试等方面进行研究,基于试验数据,可得出以下结论:
1)螺栓润滑方式影响螺栓扭矩系数,螺栓经润滑后导致摩擦因数减小,从而扭矩系数降低,全润滑方式下,螺栓扭矩系数更加稳定;
2)由于目前螺栓品牌种类较多,可通过测量螺栓扭矩系数的稳定性来选择最合适的螺栓品牌;
3)拧紧顺序的制定严重影响螺栓预紧力稳定性,对于采用“圆形分布”紧固件紧固时宜采用十字交叉顺序拧紧,更能有效控制螺栓预紧力均匀性;
4)通过螺栓相关测试,制定可靠、有效的拧紧工艺,可提高螺栓安全性能,确保螺栓的稳定性。
参考文献
[1]张振华,应秉斌,矫明.螺栓拧紧力矩的确定方法及相关探讨[J]. 化学工程与装备,2009(8):105-107.
[2]吕奉阳,全锋,杨万庆等.螺栓预紧力超声波测量方法及应用 [J].汽车实用技术,2023(17):144-149.
[3]赵海川,王晶.关于风电螺栓扭矩系数与摩擦因数的探讨[J].风
[4]李涛.螺栓紧固扭矩计算方法的探讨[J]炼油与化工,2014(1): 19-22.
[5]安孟德,张少飞,李旭.超声螺栓应力测试仪在风电安装中的应 用研究[J].科技创新与应用,2020(14):60-63.
[6]吴晨.基于超声波法的风电机组螺栓预紧力测量与控制研究[J]. 机电工程,2020(15):78-82.
文章来源于网络,版权归原作者所有,侵删。