采用扭矩转角法(Torque-Angle Method)进行螺栓拧紧,相比单纯的扭矩法精度更高,但对工艺、设备和操作的要求也更严格。以下是实施扭矩转角法必须注意的核心要点:
一、 核心工艺参数控制
- 精确控制 “起始扭矩”( snug torque)
- 起始扭矩是螺栓达到贴合状态、消除间隙后的基准扭矩。
- 注意:起始扭矩必须稳定,不能过大或过小。过大易导致螺栓提前屈服,过小则后续转角计算不准。
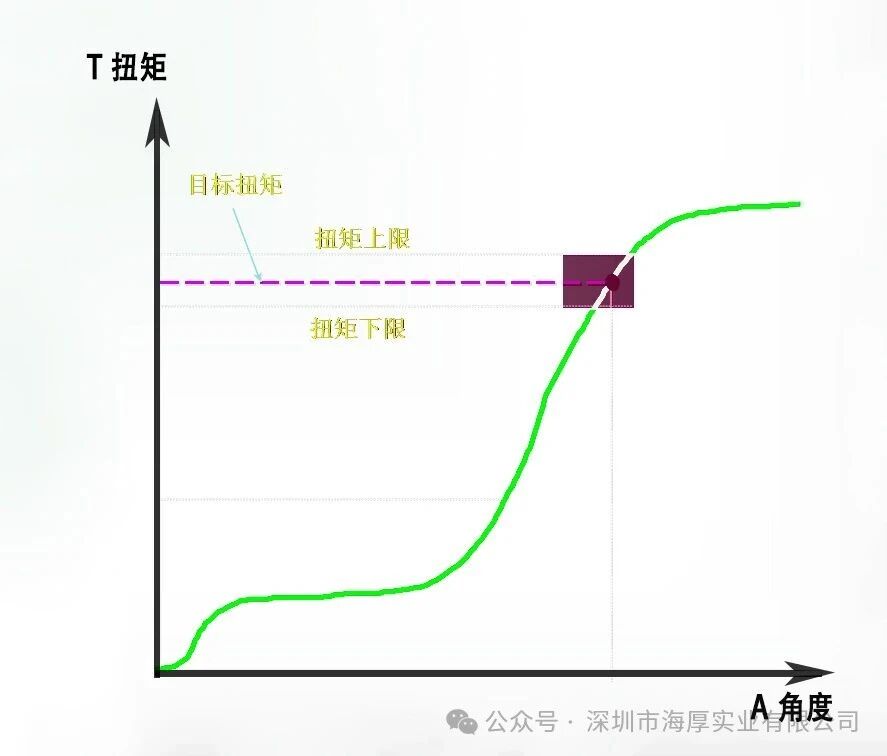
- 严格控制 “转角”(angle)
- 转角是决定最终预紧力的关键,通常以度(°)为单位。
- 注意:转角必须从起始扭矩点开始计算,而非从螺栓接触法兰面开始。设备必须具备角度追踪功能。
- 监控最终扭矩(最终扭矩检查)
- 拧紧完成后,工具会记录最终达到的扭矩值。
- 注意:必须设定最终扭矩上下限窗口。如果最终扭矩超出窗口,说明螺栓或工件异常(如材质问题、螺纹损坏、孔位不对),该连接点应判定为不合格。
二、 设备与工具要求
- 使用专用工具
- 必须使用具备扭矩 + 角度控制功能的电动 / 液压拧紧轴或扭矩扳手。普通扭矩扳手无法精确控制角度。
- 工具精度与标定
- 工具的扭矩精度和角度精度需定期标定(通常精度要求 ±2%~±5%)。
- 注意:角度传感器的零点漂移会直接影响结果,每次作业前需确认工具归零状态。
- 转速控制
- 拧紧过程中转速不宜过高,尤其是在转角阶段,过快易导致摩擦发热、扭矩波动,影响角度准确性。
三、 摩擦系数与润滑控制(最关键变量)
- 统一润滑状态
- 扭矩转角法对 ** 摩擦系数(μ)** 非常敏感。
- 注意:必须严格按照工艺要求执行润滑(如涂油、涂膏)或保持干态。润滑状态改变,摩擦系数改变,相同转角下的预紧力会剧烈变化,极易导致螺栓断裂或松动。
- 螺纹与接触面清洁
- 螺纹内的杂质、毛刺、锈蚀会极大增加摩擦阻力,导致转角阶段扭矩异常飙升。
- 注意:装配前必须清理螺纹孔和螺栓表面,确保无杂质。
四、 螺栓与工件状态
- 螺栓等级与材质
- 扭矩转角法常用于高强度螺栓(如 8.8 级、10.9 级、12.9 级),通常将螺栓拧紧至 ** 塑性区域(屈服点以上)** 以获得稳定预紧力。
- 注意:严禁将低强度螺栓用于转角法拧紧,极易断裂。
- 严禁重复使用塑性区拧紧的螺栓
- 如果工艺是将螺栓拧至屈服(转角法常用),螺栓已发生塑性变形,严禁二次使用,必须更换新螺栓。
- 工件刚性与贴合
- 确保被连接件贴合紧密,无翘曲、间隙。若工件变形,会吸收转角,导致螺栓实际预紧力不足。
五、 操作与环境注意事项
- 拧紧顺序
- 多螺栓连接(如法兰、缸盖)必须遵循对称、分步、交叉的拧紧顺序,防止工件变形和螺栓受力不均。
- 温度影响
- 高温或低温环境会改变材料弹性模量和摩擦系数。
- 注意:工艺参数应在标准室温下标定,温差较大时需修正参数。
- 数据追溯
- 关键工位(如汽车底盘、发动机、压力容器)必须记录每颗螺栓的起始扭矩、转角、最终扭矩,以便质量追溯。
六、 常见风险与规避
- 风险 1:螺栓断裂 → 原因多为转角过大、摩擦系数过小(润滑过度)、螺栓材质不合格。
- 风险 2:预紧力不足 → 原因多为起始扭矩过大、工件变形吸角、摩擦系数过大。
- 风险 3:松动 → 原因多为未进入塑性区、摩擦系数不稳定、工件回弹。