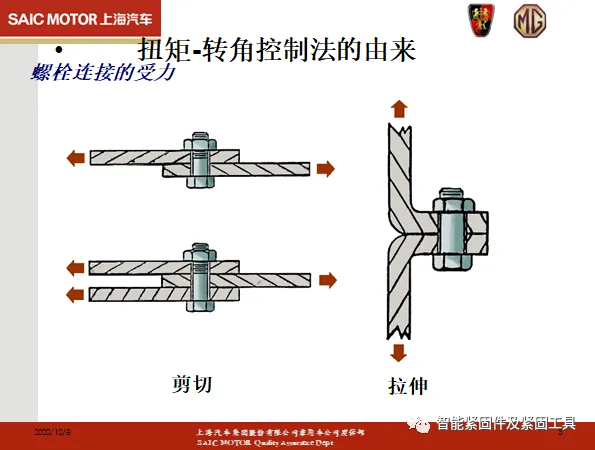


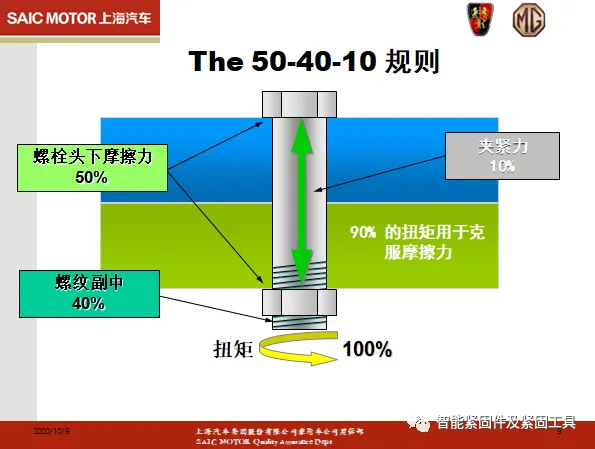
我们现在线上很多使用的是扭矩拧紧法。扭矩拧紧法的原理是扭矩大小和轴向预紧力之间存在一定关系。通过将拧紧工具设置到某个扭矩值来控制被联接件的预紧力。
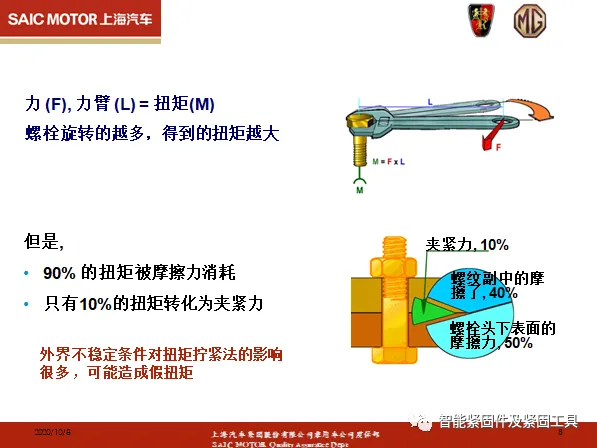
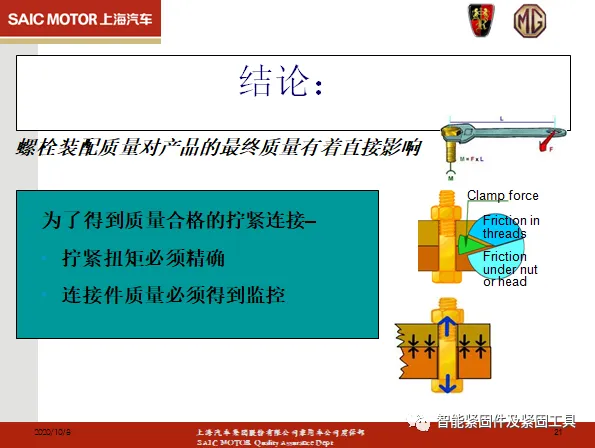
在拧紧螺栓时,有50%的扭矩消耗在螺栓端面的摩擦上,有40%消耗在螺纹的摩擦上,仅有10%的扭矩用来产生预紧力。由于外界不稳定条件对扭矩拧紧法的影响很多,所以通过控制拧紧扭矩间接地实施预紧力控制的扭矩法将导致对轴向预紧力控制精度低。
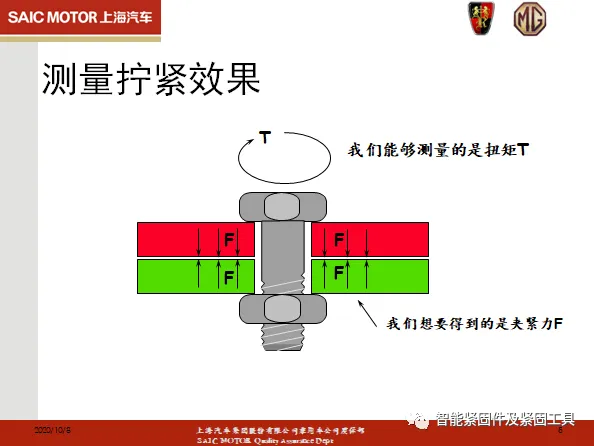
而且有极少数的螺栓联接,扭矩已达到规定值,而螺栓头还未完全与被联接件贴合或间隙有时很小,目视不容易发现。此时扭矩值是合格的,但预紧力很小,甚至没有,所以在这种情况下,如果仅仅提出保证扭矩合格,那么保证装配拧紧质量就成了一句空话。

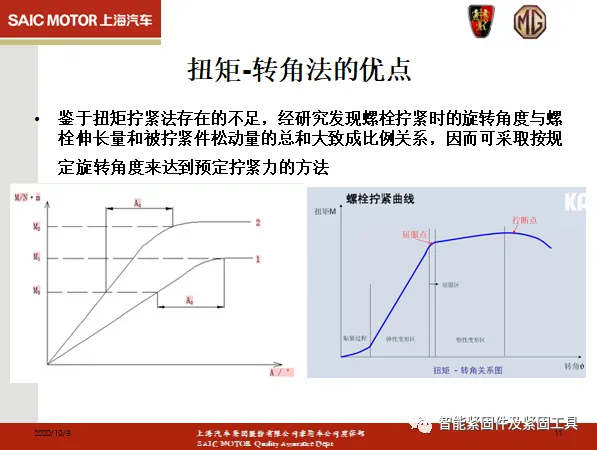
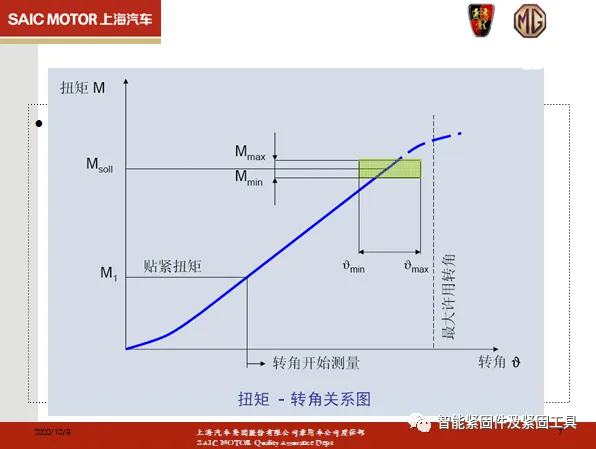
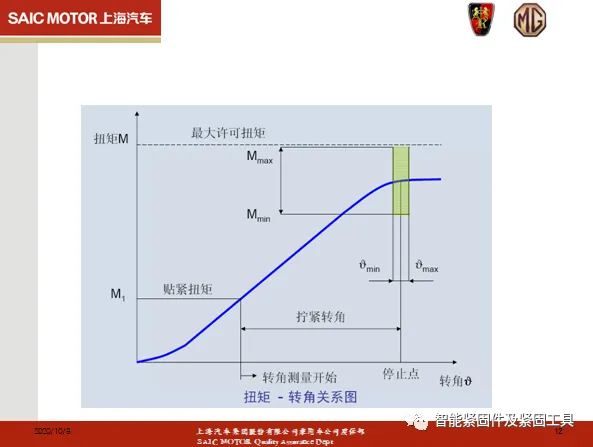
图中描述了转角拧紧法的曲线走向。首先将螺栓拧紧到起始力矩Ms,即将螺栓拉伸到接近屈服点,然后,再旋转一定的角度A0,将螺栓拉伸到塑性区域。旋转角度拧紧法的实质是控制螺栓的伸长量,在弹性范围内轴向预紧力与伸长量成正比,控制伸长量就是控制轴向力,螺栓开始塑性变形后,虽然两者已不再成正比关系,但螺栓受拉伸时的力学性能表明,只要保持在一定范围以内,轴向预紧力就能稳定在屈服载荷附近。所以,图中所示的两个摩擦系数不同的螺栓,虽然采用相同的拧紧法拧紧后的最终力矩M1与M2相差很大,但是,由于螺栓强度、尺寸相同,所以预紧力相差不大。与扭矩拧紧法相比,不仅高精度地完成了对拧紧的控制,而且充分提高了材料的利用率。
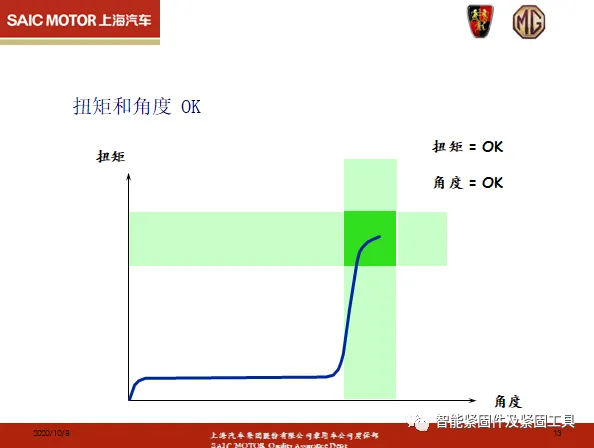
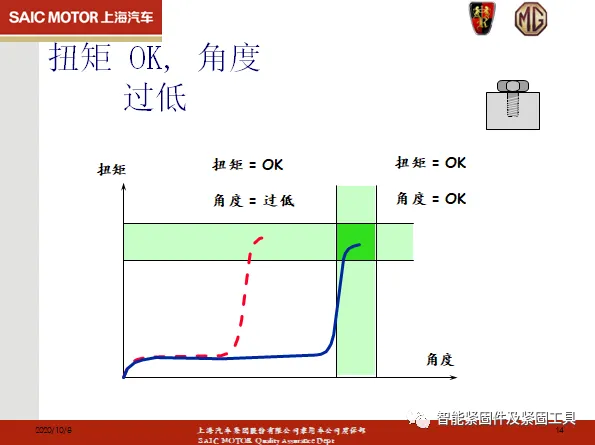
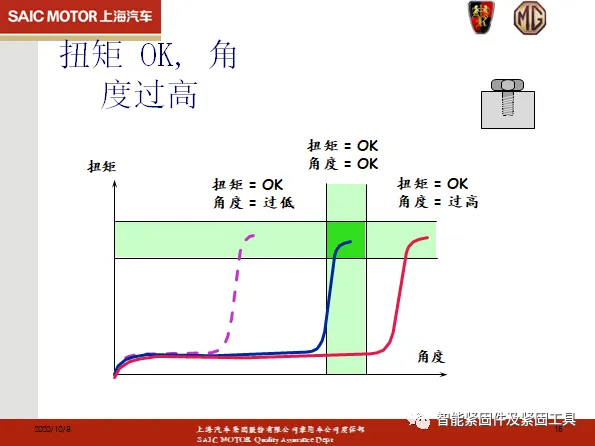

为了控制转角拧紧法的质量,是不是只要保证最终力矩在我们设置的控制限之内就可以了呢?通过对现生产问题的分析,我们发现生产中采用转角拧紧法时,螺栓的质量问题不是只发生在转角拧紧阶段,有的还发生在起始力矩拧紧阶段。假力矩就是一种发生在力矩拧紧阶段的严重的拧紧不合格现象。所谓假力矩是指,虽然拧紧设备显示拧紧达到了要求的力矩,但是螺栓头部下端面并没有和被夹紧件紧密贴合,或者虽然结合了,但是没有产生足够的夹紧力,造成螺栓连接失效。分析失效问题,我们发现造成这种现象的主要原因是螺母中存在焊渣、螺栓的轴线没有与螺母对正和螺栓太长等,这种失效往往会引起拧紧设备旋转过的角度发生异常,所以,我们认为在力矩拧紧过程中添加角度监控是很有必要的。

来源于网络,版权归原作者所有,侵删。