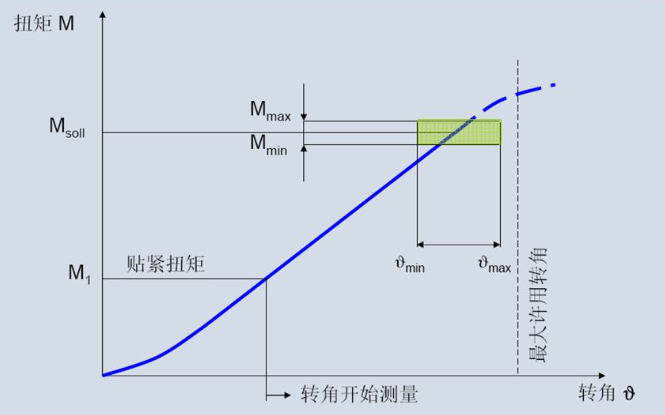
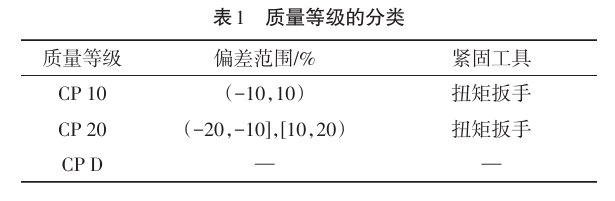
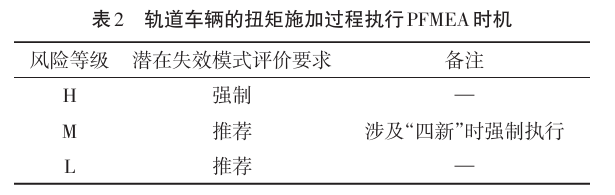
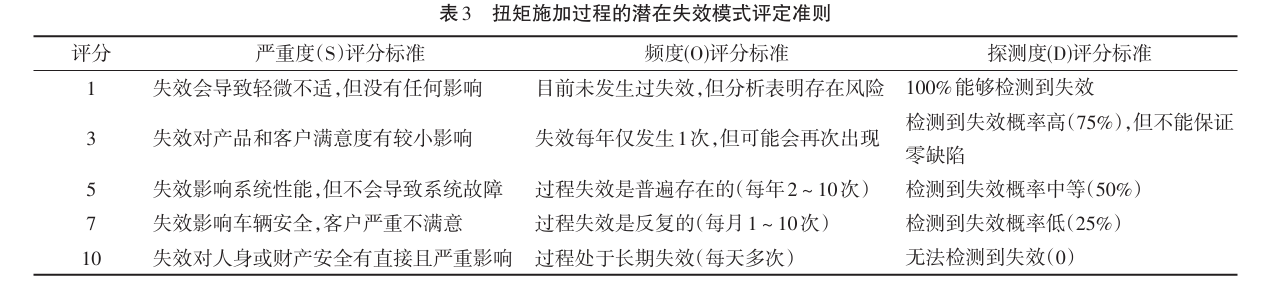
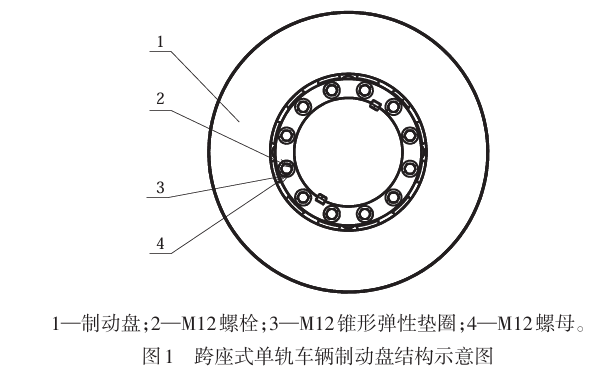
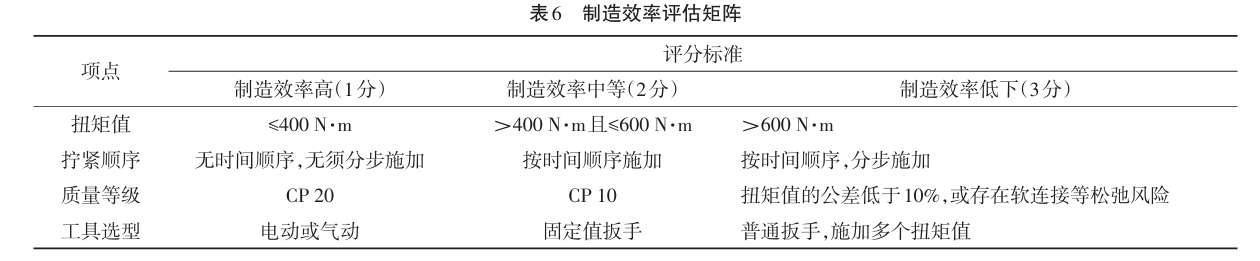
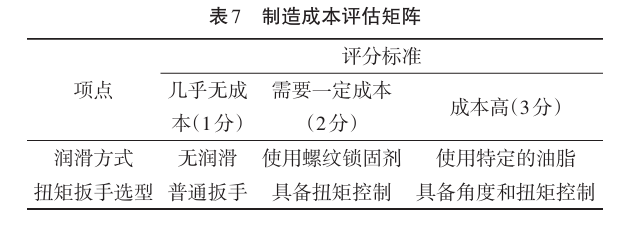
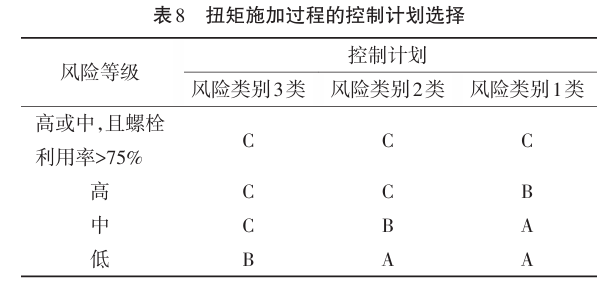
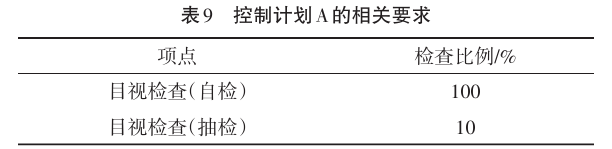
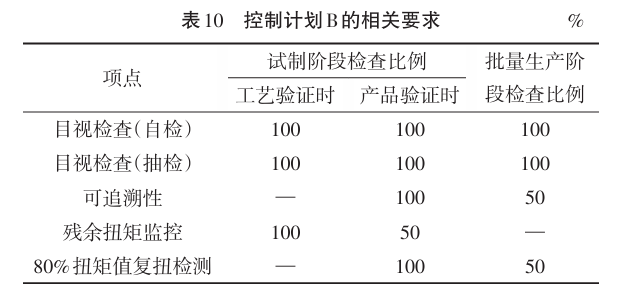
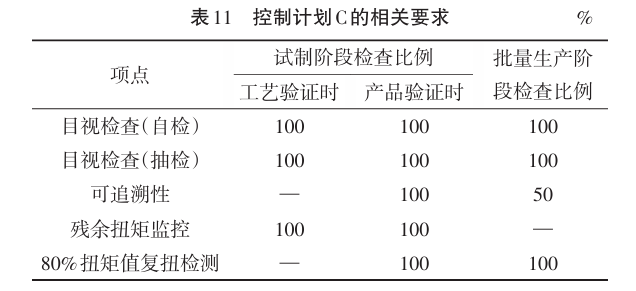
导读作者:徐晓超,徐巧然,魏书林,周全 (中车浦镇阿尔斯通运输系统有限公司,安徽芜湖241060)来源:《轨道交通技术与装备》2026年1月摘要:螺栓连接作为结构的重要连接方式之一,在轨道交通行业中应用广泛。为了进一步提高紧固连接扭矩施加过程的可靠性,文章根据相关标准,提出了一种针对轨道车辆的扭矩施加过程潜在失效模式及影响分析(PFMEA)方法。以制动盘安装为例,介绍制动盘安装结构和工艺流程,制定潜在失效模式评价准则,并建立潜在的失效模式清单,分析可能发生的故障后果和原因。针对提出的关键故障模式的识别方法,得出制动盘安装过程危害性较大的故障模式。通过结合关键工艺参数与效率、成本的关联,建立了风险类别矩阵。综合考量风险等级和风险类别,提出3个等级的故障预防控制计划,进一步研究了制动盘安装过程的控制方法和改进措施。研究结果表明:该方法的应用能够提高扭矩施加过程的可靠性,为轨道车辆扭矩施加过程的失效风险评估和控制提供了有效参考,具有较好的推广应用价值。引言 螺栓紧固是最常用的连接方式之一,因其具有结构简单、连接可靠、装拆方便等优点广泛应用于轨道车辆零部件之间。螺栓紧固连接的常用预紧力控制方法有扭矩法、扭矩-转角法和屈服点紧固法,其装配过程技术水平决定着产品结构的可靠性,尤其是高风险等级螺栓的装配[1-3]。 过程潜在失效模式及影响分析(PFMEA)是一种有效的可靠性分析技术,致力于识别生产过程中潜在的失效模式以及失效模式发生后对产品或顾客的 影响。通过对生产工序中各组成部分及工序间接口的潜在风险进行量化分析制定有效的防控措施,降低生产过程中出现缺陷的概率,达到提高产品质量的目的[4-7]。扭矩施加过程作为ISO 22163:2023《铁路行业质量管理体系轨道交通行业应用》定义的特殊过程之一,应按照特殊过程的管理要求组织建立对应管理程序。但相对于焊接和粘接体系,扭矩施加过程并无相关体系性标准。仅参考ISO 22163的附加指导标准,从装配操作过程和技术层面而言,难以执行且无法有效降低失效风险。因此,对扭矩施加过程的失效风险评估和故障预防控制进行研究十分必 要。本文以扭矩法为例,为进一步提高扭矩施加过程的可靠性,结合PFMEA工具的特点及要求,对轨道车辆的扭矩施加过程开展潜在失效模式评价和控制方法研究。 1.螺栓紧固工艺介绍 螺栓紧固连接是将紧固扭矩平稳地作用于螺栓螺母连接副以产生夹紧力,而扭矩法是根据螺栓在弹性区域内变形时拧紧扭矩与螺栓预紧力为线性相关,从而控制螺栓的拧紧扭矩以拧紧螺栓[8]。研究和相关经验表明,通过拧紧工具在螺栓上施加的扭矩仅有约10%转化为螺栓的预紧力,而其余的90%被摩擦消耗。因此,扭矩法对于螺栓的预紧力控制精度不够准确。在轨道车辆装配工艺中螺栓紧固连接的分类都由风险等级和质量等级(Performance Class,CP)定义。根据螺栓紧固连接失效时可能发生的危险将风险等级分为H(High,高)、M(Medium,中)和L(Low, 低)3个等级[9]。同时使用3个质量等级定义了应用扭矩法装配时,因人为和工具因素导致施加的扭矩值相较于设计扭矩值所允许的最大偏差范围,如表1所示。一般风险等级为H时,质量等级要求为CP 10;风险等级为M或L时,质量等级要求为CP 20或 CP D。2.PFMEA在扭矩施加过程的应用 2.1.潜在失效模式的评价 在轨道车辆小批量的生产模式下,由于样品的数量较少或生产周期较长,且扭矩过程涉及面较广,无法系统地收集质量特性的相关数据。此外,潜在失效模式多为小概率事件,缺少可借鉴的经验和参考的数据。因此,制定了轨道车辆扭矩施加的过程中,进行潜在失效模式评价的时机,如表2所示,建议对于风险等级为M的扭矩接头,当涉及新设计、新结构、新工艺、新工具的“四新”时也要强制进行PFMEA分析。同时制定了具有代表性的扭矩施加过程中潜在失效模式严重度(Severity,S)、频度(Occurrence,O) 和探测度(Detectability,D)的评定准则,如表3所示。2.2.实例分析 根据上述评定准则,以轨道车辆制动盘的安装为例,进行扭矩施加过程的潜在失效模式及影响分析。某车辆制动盘结构如图1所示,由12个M12六 角头螺栓沿周向均匀分布配合M12锥形弹性垫圈和 M12六角螺母,将制动盘安装至牵引电机对应位置 上。其中螺栓的性能等级为10.9级,螺母的性能等级为10级。制动盘安装的工艺流程主要由“来料检查→零 部件清洁→螺纹锁固剂涂抹→紧固件安装→防松标 记涂画→防护”等工步组成。在这些工步中紧固件安装较为关键,采用的是扭矩法,通过精度等级为4级的机械预置式扭矩扳手施加扭矩120 N·m,根据螺栓紧固连接失效时可能发生的危险,被评为风险等级H。根据表3评定准则,按照工步识别潜在的失效模式,建立制动盘安装过程潜在的失效模式清单,并对可能发生的故障后果和原因进行分析,如表4 所示。 由S、O和D三者取值的乘积得到风险优先数 (Risk Priority Number,RPN),值由大到小进行排列[10]。当RPN值相同时,则以S与O乘积值大者优先排列,若S与O乘积值仍相同,则以S值大者优先排列。针对RPN值高或单项S、O和D值高的失效模式优先制定改进措施,并进行预测、证实或跟踪改进措施执行后的落实结果,以达到预防失效的目的。根据轨道车辆的制造特点与经验,将RPN值不小于100的故障模式定义为超风险故障模式,将单项S、O和D值大于7的潜在失效模式定义为重要故障模式。同属于超风险故障模式和重要故障模式的定义为关键故障模式,需要进一步采取改善行动以消除或减轻故障影响。制动盘安装过程关键故障模式如表5所示。因此,在不改变产品设计的前提下,O和D的评分值是失效模式控制的关键,需要建立质量控制计划,以达到提高扭矩施加过程可靠性的效果。 3.控制计划在扭矩施加过程的应用 3.1.风险类别的建立 基于上述结论,从制造效率和成本的角度,考虑扭矩值、拧紧顺序、质量等级、工具选型、润滑方式等参数对扭矩施加工艺的影响,将各个项点与制造效 率和成本关联,形成评估矩阵,如表6、表7所示。对表6和表7中的每个项点分别对应给予1分、2分及3分评价,求和计总分,将评分不超过9分(≤9分)定义为风险类别1类;将评分超过15分(>15分)定义为风险类别3类;其余评分定义风险类别为2类。3.2.控制计划的选择 以设计阶段的风险等级分类和工艺阶段的风险类别综合度量,同时根据DIN 25201系列标准,当风险等级为H或M时需要进行相关计算,螺栓拧紧后的预紧力不得大于材料屈服点的80%[11],即螺栓的 利用率<80%,考虑安全因子取值75%作为参考标准,将扭矩施加过程的控制计划分为A、B、C三类,如表8所示。3.2.1.控制计划A 控制计划A仅用于风险较低的扭矩施加过程。 对于此类过程无须进行可追溯性的控制,仅需要操作者自检和质量人员进行一定比例的抽检即可,如表9所示。3.2.2.控制计划B 文献[12]表明,粗牙螺栓的松脱扭矩约为拧紧扭矩的80%,细牙螺栓的松脱扭矩约为拧紧扭矩的 85%。因此控制计划B需要在目视检查的基础上增加可追溯性、残余扭矩监控和80%扭矩值复扭检测的管控。以试制阶段和批量生产阶段分别定义控制计划B的相关要求如表10所示,在可追溯性方面需要记录操作者姓名、工具编号以及组装件配置编码, 同时当使用的扭矩扳手具备角度和扭矩控制时无须进行80%扭矩值复扭检测。3.2.3.控制计划C 与控制计划B的管控项点相同,控制计划C的相关要求如表11所示。通过增加残余扭矩监控和80%扭矩值复扭检测的比例,同时在可追溯性方面对紧固件的批次信息和全过程影像进行记录,以降低此类过程的风险。3.3.验证与改进 根据制动盘安装工艺,结合表5和表6评估得分为12分,对应风险类别2类。因此,制动盘安装过程的扭矩施加须按照控制计划C执行管控。选取某项目制动盘安装过程进行验证,经过控制计划C的管控,制动盘安装过程关键故障模式的O和D的评分值均有效降低,如表12所示。4.结束语 本文针对PFMEA技术在轨道车辆扭矩施加过程的应用进行了深入研究,经实际验证该方法可行。得出以下结论: 1)归纳了PFMEA分析的时机和失效模式评价准则,提高了失效模式评估的准确性。 2)从制造效率和成本的角度,建立了工艺阶段扭矩施加过程的风险类别。 3)通过风险等级、风险类别及螺栓利用率的综合评估,建立了3类适用于轨道车辆扭矩施加过程的控制计划。4)结合实例分析,找出了制动盘安装过程中潜在风险,验证了失效模式评价准则的适用性和有效 性,并根据控制计划提出了相应的改进措施。 5)该方法具有较好的推广应用价值,可应用于轨道车辆扭矩施加过程。参考文献: [1] 汤劲松,李家宝,徐聪,等. 基于VDI 2230标准的轨道车辆螺栓连接设计和评估方法研究[J].铁道车辆,2022,60(5):73-78. [2] 魏玉卿. 动车组用高强螺栓重复使用可行性的理论分析[J]. 铁 道车辆,2023,61(5):158-161. [3] 万兆星,刘美凤,周勇. 地铁接地装置螺栓扭矩衰减的原因分析及处理[J]. 轨道交通装备与技术,2024,32(2):51-55. [4] 郑国栋,王杨,赵明,等. PFMEA在航天复合材料结构件成型中 的应用研究[J]. 复合材料科学与工程,2019(8):109-114. [5] 周建华,张发平,李伊,等. 涡扇发动机转子系统装配过程 PFMEA技术应用研究[J]. 航空制造技术,2023,66(增刊1): 101-106. [6] 杨丽. 上海轨道交通车辆日检作业模式优化研究[J]. 城市轨道 交通研究,2021,24(增刊1):68-71. [7] 王艳敏,康瑛,张亚静. PFMEA闭环质量管控分析体系数字化研究[J]. 轨道交通装备与技术,2024,32 (1):55-59. [8] 张立,赵方伟,霍锋锋,等. 高速动车组轮对轴箱组成装配用螺栓可靠拧紧技术研究[J]. 智慧轨道交通,2023,60 (2):8-14. [9] 德国铁路车辆标准化委员会. 铁路车辆及其组件的设计准则螺栓连接:DIN 25201—2015[S]. 德国:德国工业标准化研究 所,2015. [10] 张晓爽,罗宿明,金向明,等. 基于风险优先数的航空发动机可靠性设计方法[J]. 航空发动机,2024,50(1):102-108. [11] 成大先. 机械设计手册:第5版[M]. 北京:化学工业出版社, 2008. [12] 莫易敏,梁绍哲,晏熙,等. 汽车高强度螺栓的防松性能的影响因素研究[J]. 机械设计与制造,2015(9):89-92.



 367
367