1.紧固原理
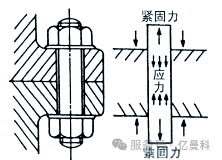
当使用螺纹紧固物体时,其紧固力是由螺纹牙的摩擦力以及螺母下方与部件接触部分的摩擦力共同作用产生的。在旋转螺母以紧固螺栓的过程中,螺栓会受到轴向上的张力(应力)作用。这种张力在螺纹面上产生摩擦力,从而确保螺栓能够稳固地固定在位。(可参阅下图)
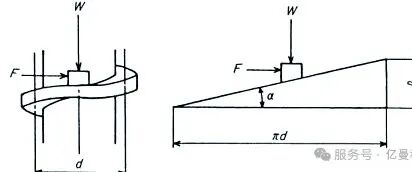
T = F × (d/2) = (d/2) × w tan(a+Ф)
松动螺纹时的扭矩T1则等于:
T1 = F1 × (d/2) = (d/2) × w(Ф-d)
由此可见,螺纹的导程角越小,所需的紧固力就越小。此外,当作用于螺纹牙面的摩擦力大于轴向力时,这样的螺纹更适合用于紧固。而对于导程较大的螺纹,由于其牙面产生的摩擦力较小,且每旋转一圈前进的距离较大,因此更适合用于传递运动。
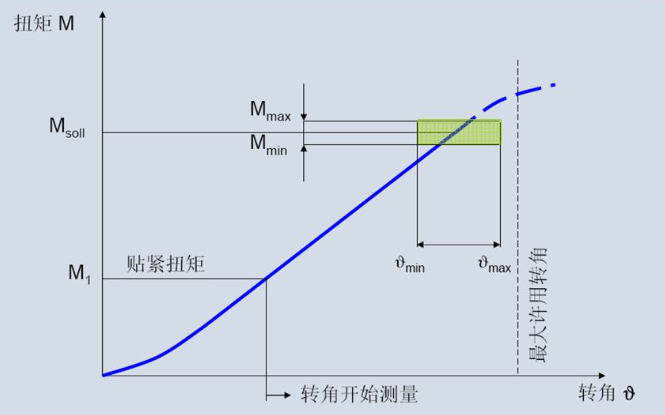
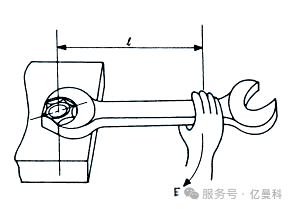
在紧固螺栓时,为了获得适当的扭矩T,必须合理使用扳手施加力。若扳手长度或施力不当,将无法获得足够的紧固力。扭矩过小会导致紧固不充分,螺母可能松动;而扭矩过大则可能使螺栓受到过大的力而破损。
在考虑螺栓的强度时,特别是在引力载荷的情况下,我们通常通过计算螺栓的有效截面积或牙根部分的截面积来进行评估。
有效截面积的计算公式为(π/4)×[(有效直径+牙根直径)/2]2
牙根截面积则为(π/4)×(阳螺纹的牙根直径)2
对于仅承受单纯引力载荷的螺栓,如吊环螺栓,其强度计算可基于螺栓材料的强度和上述截面积来进行。但在实际紧固过程中,由于螺栓同时受到拧入载荷的影响,因此建议将螺栓强度降低至约3/4的程度以进行安全处理。
通常,螺纹破损并非意味着螺纹牙部分全部断裂脱落,而是阳螺纹的牙根部分可能发生断裂。因此,在螺栓和螺母的配对使用中,应确保螺栓采用与螺母相等或更高强度的材料。
2.紧固时的注意事项
选用合适的螺栓:根据设备的负荷、使用环境、紧固要求等因素来选择螺栓规格和材质,以保证螺栓的安全性和可靠性。
控制紧固力的大小:如果紧固力过大,会导致螺栓进料线和母体的变形,影响螺栓的安全性和可靠性;如果紧固力过小,会导致螺栓松动,也会影响螺栓的安全性。因此,在紧固时需要控制好螺栓的紧固力。
注意螺栓紧固顺序:在机械结构中,如果没有遵循正确的螺栓紧固顺序,就很容易出现螺栓松动的情况。因此,在紧固螺栓时需要注意按照设定的紧固顺序进行操作,确保每个螺栓都按照正确的顺序进行紧固。
清洁螺纹:在螺栓紧固之前,需要清洁螺栓杆和母体螺纹,以确保紧固的质量和可靠性。如果螺纹表面存在污物或腐蚀,会影响螺纹的匹配度和紧固力,甚至会影响整个机器的安全性和运行效率。
使用合适的工具:在螺栓紧固时,应使用合适的工具进行操作,避免使用力过大或过小的工具,以免损坏螺栓或母体。使用合适大小的扳手、扳手套简等工具对螺栓进行紧固,可以保证螺栓的安全性和可靠性。
检查螺栓紧固质量:在紧固螺栓之后,应进行螺栓紧固质量的检查,以确保每个螺栓都稳固可靠。检查包括检查螺栓的松动情况、螺栓的紧固力是否达到要求等。如发现质量问题应及时进行修补。
3.不同尺寸螺栓的紧固技巧
在紧固螺栓时,选择合适尺寸的扳手至关重要。接下来,我们将针对不同尺寸的螺栓,分别介绍其紧固方法。
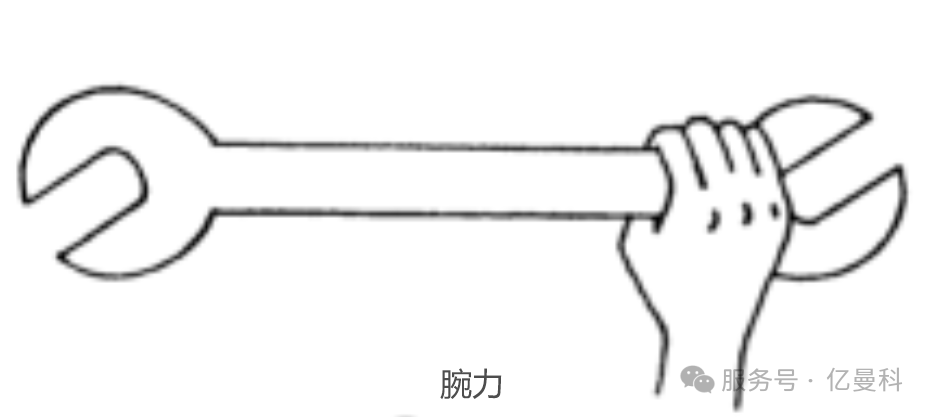
① 对于M6及以下的螺栓,建议使用大拇指、中指和食指握住扳手,并借助手腕的力量进行旋转紧固。这种尺寸的螺栓,其紧固力度适中,适合手工操作。
I=10mm,F≈5kg(其中,l代表螺栓长度,F代表紧固力)。

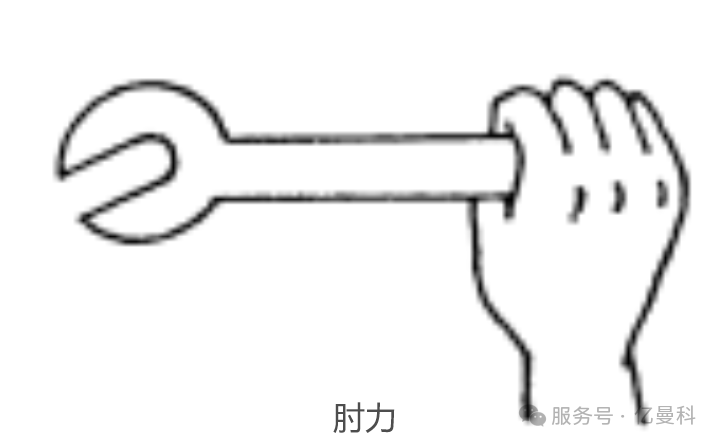
② 对于M6至M10之间的螺栓,握住扳手的头部,运用来自胳膊肘的力量进行旋转紧固。这些尺寸的螺栓,其紧固力度相对较大,但仍然适合手工操作。
I=12mm,F≈20kg(其中,I代表螺栓长度,F代表紧固力)。
③ 对于M12至M14尺寸的螺栓,建议使用手腕的力量,在扳手的柄端施加旋转力。这些尺寸的螺栓紧固力度适中,可以轻松通过手工操作完成。
l=15cm,F≈50kg(其中,l代表螺栓长度,F代表紧固力)。
④ 对于M20尺寸以上的螺栓,建议采用以下紧固方法:将一只手撑在稳固的支撑物上,双腿分开以保持平衡,然后利用身体的重量来转动扳手。在此过程中,务必确保手和脚都稳定不动,以避免发生滑动。需要注意的是,当螺栓的长度超过20厘米时,所需的紧固力将超过100公斤。因此,在紧固这些尺寸的螺栓时,需要特别小心并确保采取正确的操作姿势。

⑤ 对于难以用扳手紧固的特大螺栓,可以选择使用螺旋扳手、套筒扳手等把手较长的工具,或其他特殊扳手来进行紧固。
4.盖、箱等紧固方法
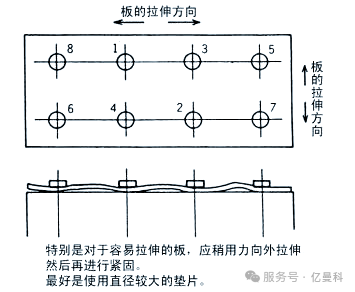
由于盖、箱等通常是板状,其面积远大于厚度,因此在紧固时需要使用多个螺钉。为确保紧固力均匀分布,必须注意紧固螺丝的顺序。首先,应将所有螺钉用手初步拧入,然后在对角位置进行临时紧固,以确保整体平衡。最后,按照临时紧固的顺序完成最终紧固。
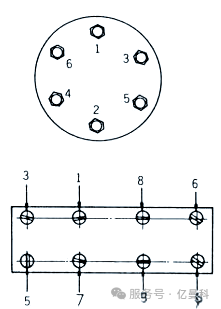
在紧固垫有较厚垫片的盖子时,需留意垫片中央是否出现鼓起或折皱,这些都会影响到紧固效果。同时,对于紧固的顺序也要格外小心。另一方面,当紧固较薄的板时,特别是长方形的薄板,我们需格外注意避免板中央出现凸起。若从板的外围开始紧固,则更易引发此类问题。
5.双头螺栓的紧固技巧
双头螺栓,也被称为柱头螺栓,其紧固方式独特,通常在主体内部实现半永久性镶嵌。这种螺栓的一端插入外部突起部分,并通过螺母进行固定。因此,紧固操作主要依赖于外部螺母的旋转来实现。
在镶嵌双头螺栓时,为了确保紧密结合,其螺纹部分应具有一定的过盈量。这种过盈量可以通过选择稍大于阳螺纹有效直径的阴螺纹,或者将螺纹部分镶嵌至阴螺纹顶端的方法来达到。但需注意,过度用力拧紧可能导致螺栓裂开或破损,因此要控制好力度。
双头螺栓的紧固步骤如下:首先,在双头螺栓与普通螺栓的中间放置一个较厚的螺母;接着,通过旋转螺栓,使其与主体内部相接触并拧紧;最后,继续旋转螺栓,直至双头螺栓完全嵌入主体内。
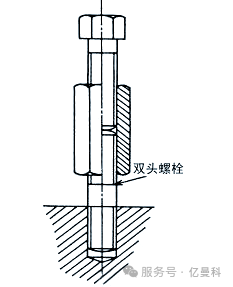
若双头螺栓直径较大且中间存在无螺纹部分,可在该处缠绕摩擦力强的板材,再利用套管扳手进行紧固操作。需注意,双头螺栓的拧入深度通常约为螺纹直径的1.5倍,具体深度需依据使用方法来确定。
文章来源于网络,版权归原作者所有,侵删。