螺纹拧紧扭矩力的验证,在汽车行业的高端紧固件制造之中是极为常见的检验紧固件品质是否合格的检测方式。
通常情况下这种螺纹拧紧力的检测能帮助制造企业判断出紧固件产品的品质是否达到和相应的合格标准。
 经验丰富的检测工程师可以依照螺栓的规格等级快速判断出螺栓的合格拧紧力究竟是多少,下面我们以汽车行业的座椅螺栓常用拧紧力举例,看看常用尺寸规格的螺栓拧紧力应该达到多少才算适宜。
经验丰富的检测工程师可以依照螺栓的规格等级快速判断出螺栓的合格拧紧力究竟是多少,下面我们以汽车行业的座椅螺栓常用拧紧力举例,看看常用尺寸规格的螺栓拧紧力应该达到多少才算适宜。 当然最直观了解紧固件拧紧力的方式依然是做相应的试验,一般需准备20组相应的紧固件来制作试验的样品。样品的尺寸应该覆盖至螺栓的各个尺寸区间。试验环境应该在各种扭力极限的环境下不断变化。且每组时间均只能够用于一次试验不能够重复测量扭矩,这样得出来的数据才能最有说服力,
当然最直观了解紧固件拧紧力的方式依然是做相应的试验,一般需准备20组相应的紧固件来制作试验的样品。样品的尺寸应该覆盖至螺栓的各个尺寸区间。试验环境应该在各种扭力极限的环境下不断变化。且每组时间均只能够用于一次试验不能够重复测量扭矩,这样得出来的数据才能最有说服力,在试验取值的过程之中:
拧紧最小扭力:固定点扭力值Ta*比例系数(塑料件比例系数一般取1.2,金属件取1.3)
拧紧最大扭力:滑牙点扭力值Tb*比例系数(塑料件比例系数一般取0.5,金属件取0.8)
拧紧扭力:用统计学计算拧入点+3sigma值,屈服点的-3sigma值,获得扭矩区间,然后在根据扭力公差控制能力来选取拧紧扭力(一般选扭力区间中值)。
 螺栓螺母在图纸阶段通过经验法&计算法定下的拧紧扭力值,在OTS件生产出来后,任然需要进行螺纹紧固件的接头试验来验证扭力是否合理。
螺栓螺母在图纸阶段通过经验法&计算法定下的拧紧扭力值,在OTS件生产出来后,任然需要进行螺纹紧固件的接头试验来验证扭力是否合理。同样,很多时候也是用此方法来确定最终的拧紧力矩。
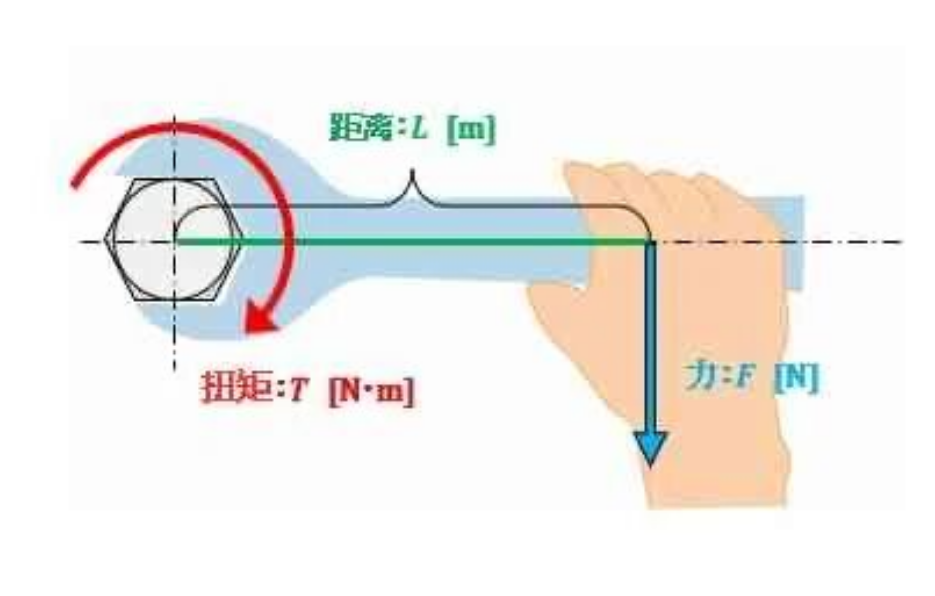
 根据VDI2230标准,拧紧扭力计算公式:
根据VDI2230标准,拧紧扭力计算公式:T=FM[0.16*P+0.58*d2*uG+(Dkm*uk/2)]
FM:装配预紧力,P:螺距,d2:螺丝螺纹中径,uG:螺纹摩擦系数,Dkm:在螺丝头部的摩擦扭矩的有效直径,uk:螺丝头支撑面的摩擦系数。
其中装配预紧力计算公式:FM=V*Rp02*A0V:拧紧过程中屈服点应力的利用因数,通常取V=0.9Rp02:根据DIN ENISO898-1,0.2%螺丝弹性极限应力(屈服强度)A0:螺丝的最小横截面积。
利用计算法来确定扭矩,涉及到不同材料的摩擦系数和螺纹的摩擦系数及角度的确定和计算,这个过程很复杂,且很多因子系数的选取是否正确也将影响到扭矩值的最终结果。
文章来源于网络,版权归原作者所有,侵删。