扭矩法是螺栓连接应用最广的拧紧方法。静态力矩是检查螺栓拧紧质量的主要手段。由于不同连接材料的力矩衰减规律不同,静态力矩与动态力矩存在偏差,简单按动态力矩控制范围进行静态力矩管理,可能会导致检测合格率偏低或引起生产管理成本增加。放宽静态力矩要求,将导致生产一致性差,螺栓连接可靠性降低。为了控制螺栓拧紧质量和生产稳定性,需要对静态力矩控制范围进行研究。
静态力矩控制范围的确定方法
1、经验公式法
(1)静态力矩的影响因素
采用经验公式计算静态力矩的影响因素主要有:连接性质、测量偏差和测量误差。连接性质分为硬连接、中性连接和软连接,与被连接件材料有关;测量偏差是指按拧紧法测量,静态力矩名义值与动态力矩名义值的偏差;测量误差是指测量工具和人员操作引起的静态力矩测量误差。
连接性质与测量偏差和测量误差的关系如表1所示。

(2)计算静态力矩名义值
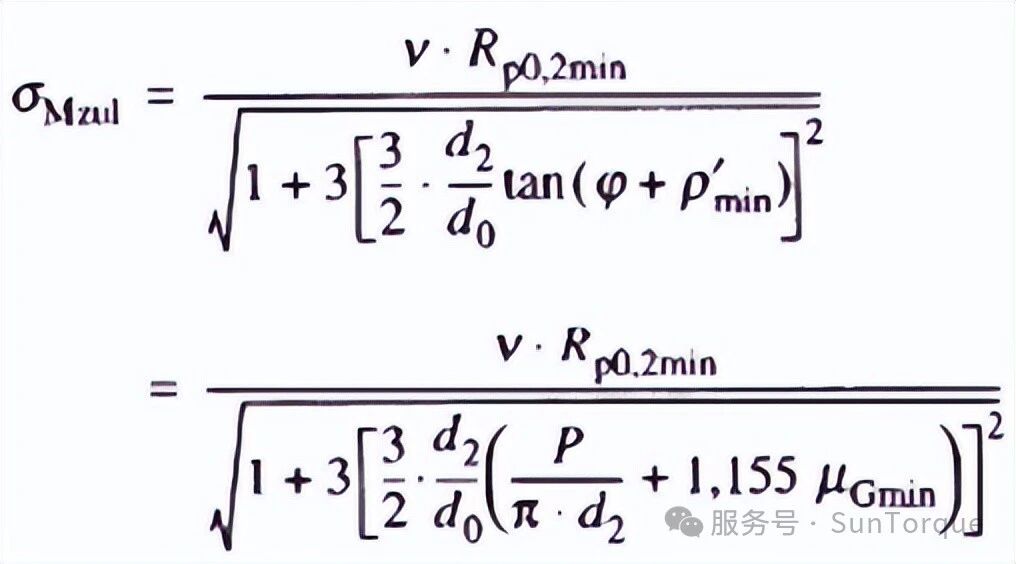
静态力矩名义值可以根据动态力矩与连接性质确定,经验公式如下:

式中,CL—静态力矩名义值;T—动态力矩名义值;d—测量偏差,与连接性质有关,硬连接取0.15,中性连接取0.10,软连接取0.05。
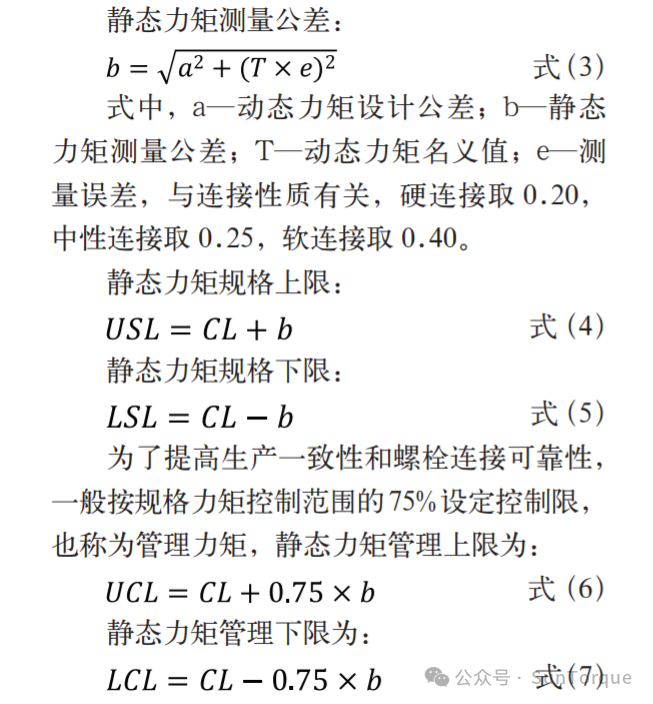
(3)计算静态力矩控制范围
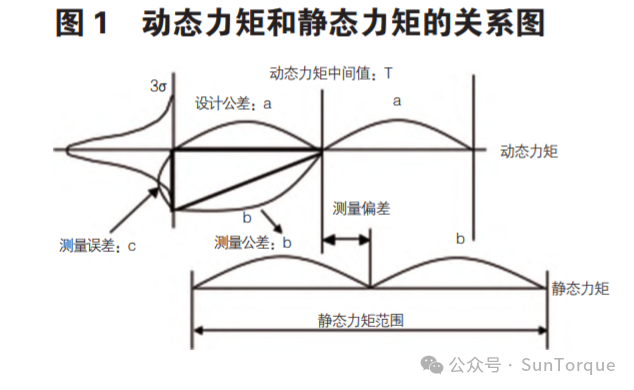
动态力矩和静态力矩的公差值及测量值的关系如图1所示,a为动态力矩的设计公差;b为静态力矩的测量公差;c为测量误差值,其大小为动态力矩名义值乘以测量误差。可以近似得出,a、b、c 之间满足:

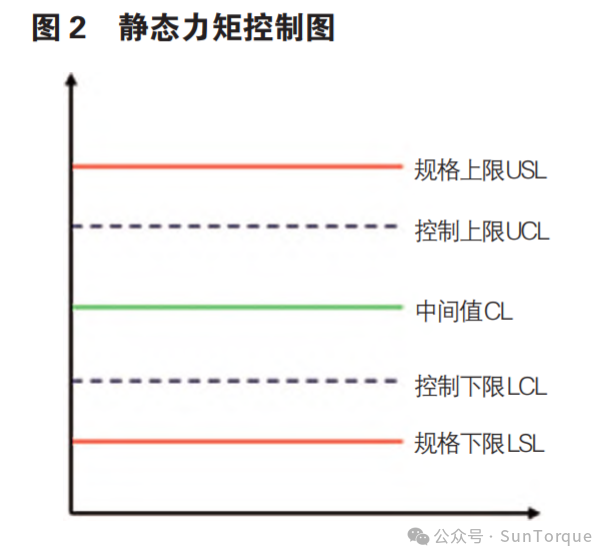
(4)静态力矩控制图
根据静态力矩规格限和控制限,可以绘制静态力矩控制图,如图2所示。静态力矩测量值如果在控制限范围内,说明生产过程稳定无异常。如果超出控制限,需要进行观察分析。如果超出规格限,则必须采取行动措施进行改善。
2、统计分析法
(1)数据收集
在静态力矩数据收集前,需要对测量工具进行验证,通常先记录5次动态力矩数据与名义值进行比较,满足差值在5%以内才能开展静态力矩测量,数据收集完成后再次对测量工具进行验证,前后验证通过才能判断数据收集有效。
一般收集30个数据,采样频率为每班次收集3个样本,连续收集10个班次,即子组容量为3,子组数量为10。
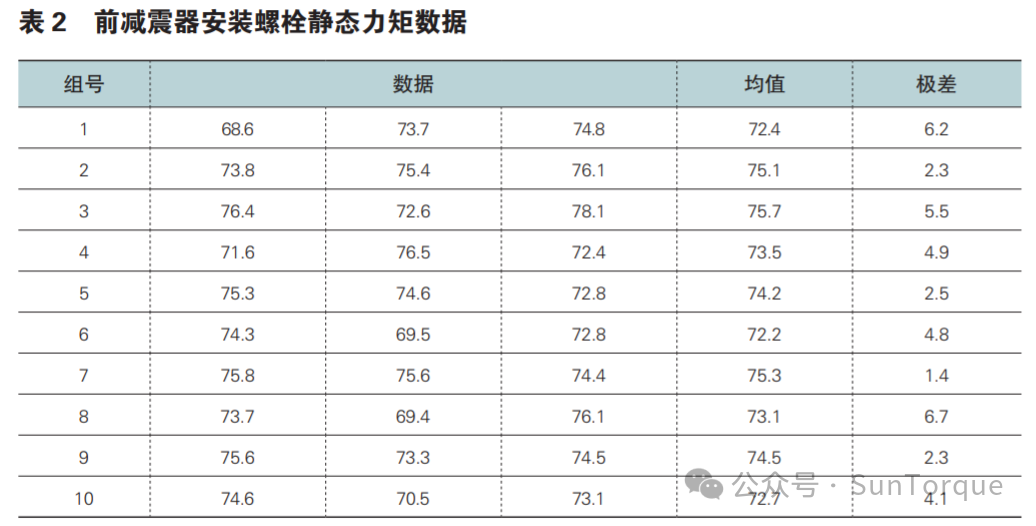
某车型前减震器安装螺栓动态力矩为 70±7Nm,静态力矩收集数据如表2所示。
(2)数据分析和处理
计算每一个子组的均值与极差R:
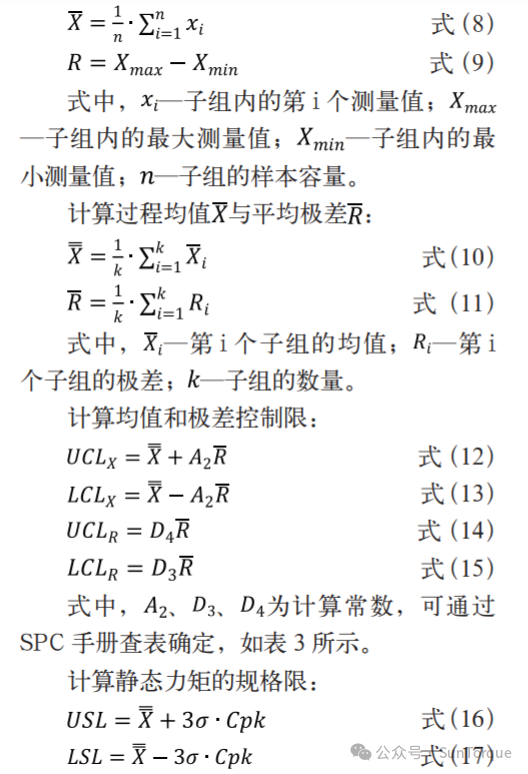
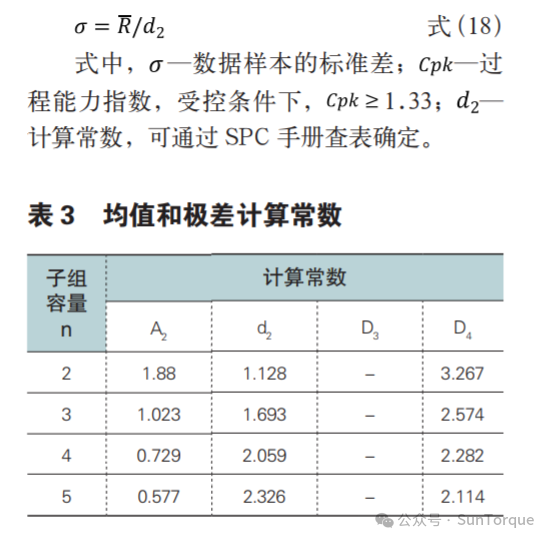
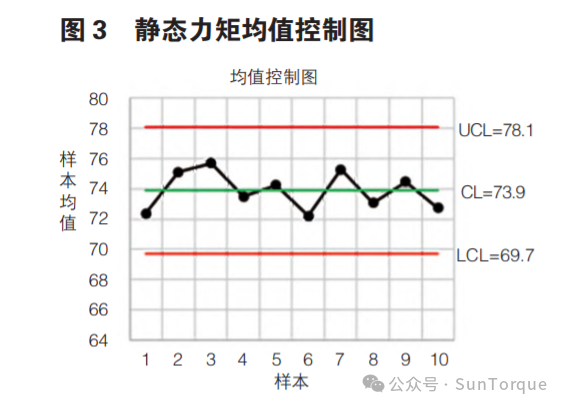
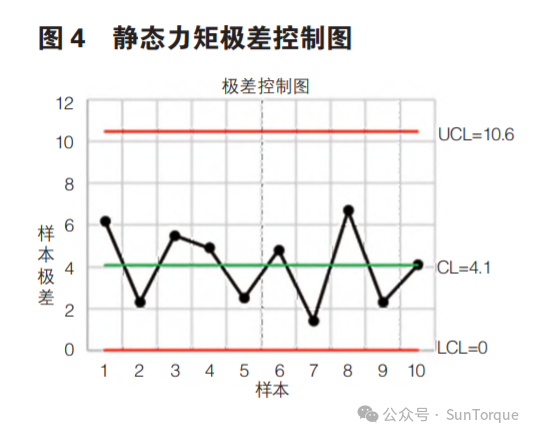
(3)绘制均值和极差控制图
(4)分析结果评价
静态力矩规格范围需满足两个条件才能释放:
1)静态力矩公差与静态力矩名义值的比值小于35%;
2)动、静态力矩名义值的差值与动态力矩名义值的比值小于15%。如不满足要求,应优化拧紧工艺或重新设定动态力矩。
根据公式16-18,计算前减震器安装螺栓的静态力矩规格上限为:USL=84;规格下限为:LSL=64;规格力矩范围为:74±10。
条件 1)校核:10/74=14% < 35%,合格;
条件 2)校核:(74-70)/70=6% < 15%, 合格。故静态力矩规格范围符合释放要求。
静态力矩控制范围的确定方法
本文给出了确定螺栓连接静态力矩控制范围的两种方法:经验公式法和统计分析法。试生产阶段,没有测量数据或数据样本较少时,可以采用经验公式法初步确定静态力矩,经验公式法考虑了连接性质、测量偏差和测量误差,计算方便,能够给出静态力矩范围。批量生产阶段,有一定测量数据后,推荐采用统计分析法,更加符合实际情况。
转自微信公众号:智能紧固件及紧固工具,侵删