螺栓失效形式较多,而且大多失效都与安装施工有关,但目前常见的失效分析,都是将失效螺栓送第三方检测机构,仅以螺栓本身检测分析为主,往往不去现场进行现场勘察,忽略了现场安装施工。
所以,本文列举常见螺栓失效形式、典型案例,从设计、材料、螺栓制造过程、安装施工过程等方面进行综合分析,希望对螺栓制造者、螺栓使用者以及失效分析者有所借鉴。
一、掉头
掉头,是螺栓失效的常见形式,也是一种比较严重的失效形式。根据螺栓掉头最根本的原因,主要从头杆结合处应力集中、垫圈面边沿应力集中、锻造裂纹、氢脆断裂、设计与选材5个方面分析。
1、头杆结合处应力集中
(1)失效案例。图1、图2是淬火裂纹导致螺栓掉头最典型的案例,图中断口黑色区域就是明显的淬火裂纹特征。
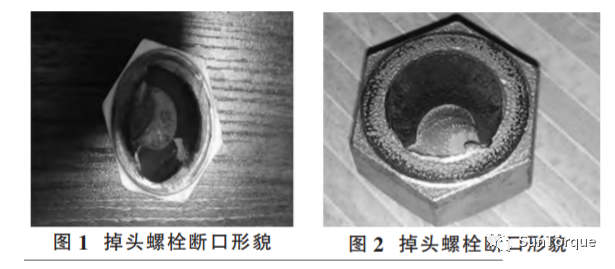
(2)原因分析。高强度螺栓在淬火冷却时,钢中的奥氏体组织向马氏体组织转变,体积增大,产生内应力由内向外膨胀,当螺栓截面存在面积急剧变化的尖角时,便会在应力释放过程中,尖角处产生应力集中,而当尖角处的应力集中大于表面淬火状态的马氏体强度时,便出现开裂。造成图1、图2螺栓掉头的根本原因是螺栓头下圆弧 r 太小或不规范,在淬火过程中产生应力集中,进而形成淬火裂纹。
(3)预防措施。对于高强度螺栓来说,头下圆弧 r 十分重要,1976版国家标准(GB30—76)规定 r 为具体值,但从1986版开始,螺栓国家标准规定头下圆弧 r 为最小值。
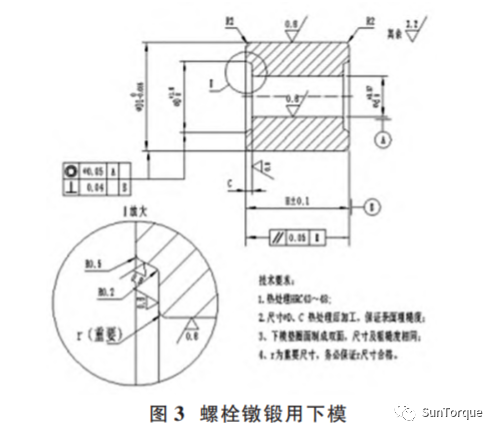
对应于螺栓头下圆弧 r,不论是冷镦还是热锻,在螺栓实际生产过程中重点控制的应该是螺栓镦锻用下模的 r,一是有意识加大 r 值,二是保证 r 圆弧过渡规范,而且 在模具加工过程中绝对不能出现扎刀现象(如图3)。
2、垫圈面边沿应力集中
(1)失效案例。图4中,黑色区域为原始淬火裂纹,灰色区域为受力后二次开裂。
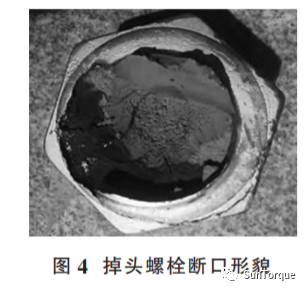
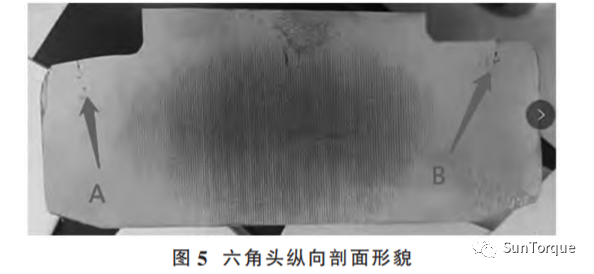
(2)原因分析。将该类问题螺栓六角头纵向剖开,剖面如图5所示,在六角头垫圈面边沿的A、B 处有明显的裂纹,说明螺栓六角头垫圈面边沿存在应力集中,在淬火时形成裂纹,这种裂纹最终将导致螺栓掉头。
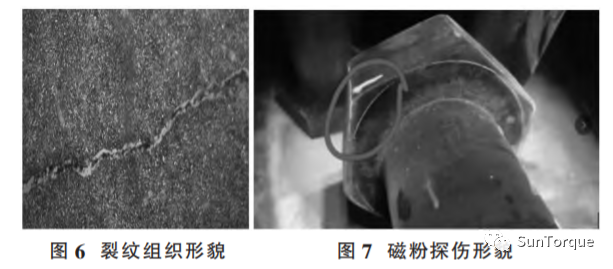
裂纹的金相组织形貌如图6;磁粉探伤照片如图7,标识圈内所示垫圈面边沿有明显的磁粉堆积。
(3)预防措施。如图3(同上)所示,该类失效的有效控制措施就是适当加大并规范热锻下模R0.5圆弧过渡及图中R0.2与R0.5之间的斜度。
该类失效在M56及以上大直径规格螺栓生产中容易发生,对小规格螺栓,由于垫圈面高度较小(即图3中的尺寸C)不容易产生应力集中,因此很少发生。
为避免上述两类失效形式,热处理后进行100%磁粉 探伤是必不可少的,因为在螺栓生产过程中,裂纹不可能绝对避免。
3、锻造裂纹
(1)失效案例。失效案例如图8所示,该案例螺栓断口没有明显的淬火裂纹特征。
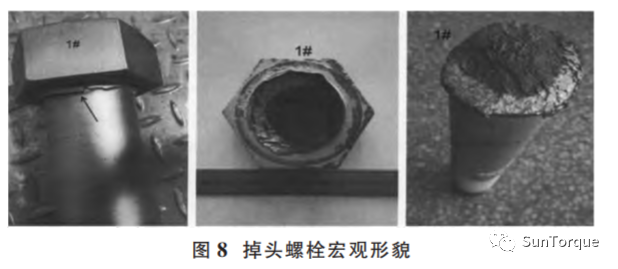
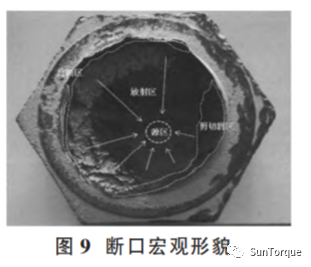
(2)原因分析。通过宏观、金相、力学性能、断口、能谱等综合检测分析,认为该案例失效原因是:螺栓加热时未热透,锻造过程中变形抗力与变形速率不匹配,在六角头芯部形成裂纹,且裂纹经调质处理和使用过程中进一步扩展,最终断裂。断口宏观形貌如图9。
(3)预防措施。该案例主要发生在大直径螺栓上,预防措施与控制办法是采用红外线自动控温技术,在保证不发生过热、过烧的前提下使棒料加热充分而且均匀,特别要加强对加热棒料的首件进行有效控制。
4、氢脆断裂
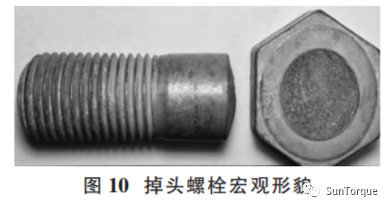
(1)失效案例。失效案例如图10所示。该螺栓直径规格为M36,性能等级为8.8级,材质为42CrMo,表面处理为镀锌,断裂发生在安装后。
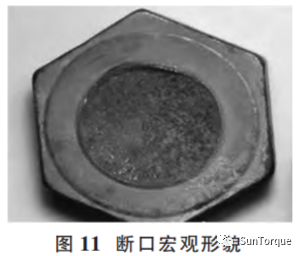
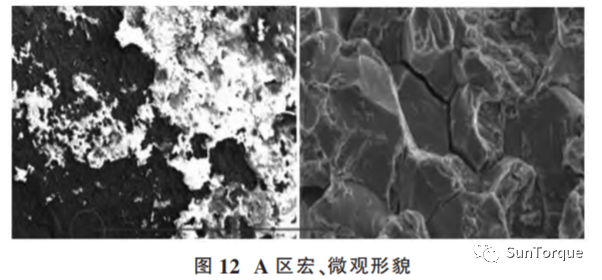
(2)原因分析。宏、微观形貌。螺栓断口宏观形貌如图11,断口源区(A区)的宏、微观形貌如图12。
脱碳试验。按照GB/T 3098.1-2010,对螺纹部分进行金相法脱碳试验,在距离螺杆末端1d处沿轴心线取纵截面试样,磨光、抛光及腐蚀后观察,形貌见图13,表面存在不完全脱碳层,螺纹未脱碳层高度E值为1.411mm,高于标准要求的最低值1.227mm。

硬度试验。在源区附近截面处由表向里进行硬度试验,硬度逐渐增加,距表面0.1mm 处硬度256HV(23.0HRC),距表面0.3mm 处硬度332HV(34.0HRC),距表面0.8mm 处硬度 38.5HRC,接近10.9级螺栓硬度上限值。近表面硬度较低与表面不完全脱碳有关。
化学成分分析。采用直读光谱仪对断裂螺栓进行化学成分分析,结果符合GB/T 3077—2015中42CrMo要求。采用惰性气体熔融热导法测定断裂螺栓氢含量,结果为1.2ppm。
人为断口观察。在断裂螺栓杆部取纵向光滑试样,采用手动敲击方式获取模拟断口进行电镜观察,微观形貌为韧窝特征,见图14。
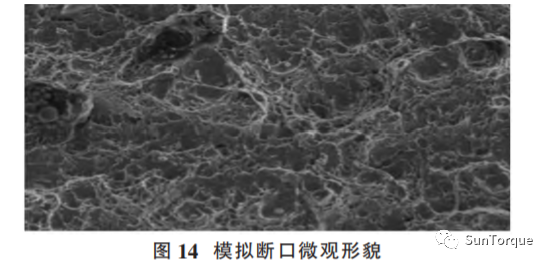
经上述断口观察、金相分析、硬度试验、化学成分分析等,认为该案例为氢脆延迟断裂。螺栓在服役较短时间内发生了断裂,所以氢的来源应该是在酸洗、电镀等工艺中吸收,如果氢的来源是在服役环境中缓慢进入,那么螺栓应在服役较长时间后才可能发生断裂。
(3)预防措施。首先,高强度螺栓应尽可能控制硬度上限,较高的硬度增加了氢脆敏感性;其次,高强度螺栓(特别是12.9级)尽可能避免使用电镀工艺,从而避免因酸洗、电镀吸氢导致氢脆。
5、设计与选材
(1)失效案例。该案例为GB/T 14—2013《扁圆头方颈螺栓》,性能等级4.8级,在安装使用过程中发生掉头,见图15。

(2)原因分析。首先从宏观形貌看,第一感觉认为是头部变形问题导致掉头,那我们再看实物拉伸试验,如图16。
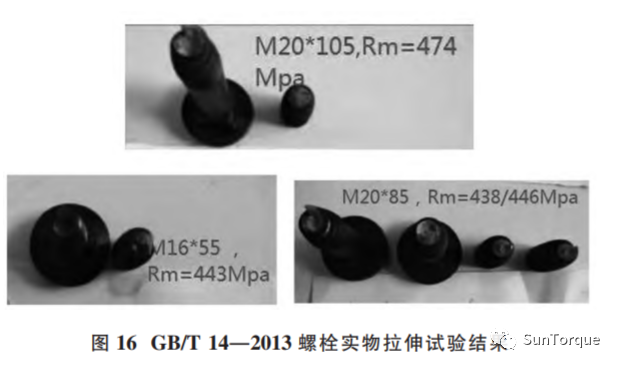
从实物拉伸试验结果看,断裂全部发生在螺纹部位,而且抗拉强度全部符合 GB/T 3098.1—2010标准规定,说明螺栓掉头并不是螺栓本身质量问题所致。当然,考虑头部变形,使用了塑性比较好的 08Al 材料,这与实物拉伸试验抗拉强度较低相吻合。
后改用8.8级,再没有发生过掉头事件,这就说明该案例属于螺栓设计、选用的性能等级偏低所致;另外在螺栓实际使用过程中,扁圆头下可能存在剪切。
(3)预防措施。在紧固件结构型式、性能等级的设计、选择上应综合考虑使用环境、受力情况等,坚持科学、经济、合理的原则。
当然,对头部变形比较大的螺栓来说,如何设计冷镦模具初冲,保证冷镦变形过程中合理的金属流线十分重要。
来源:《机电产品开发与创新》2022年1月,侵删。