709
709
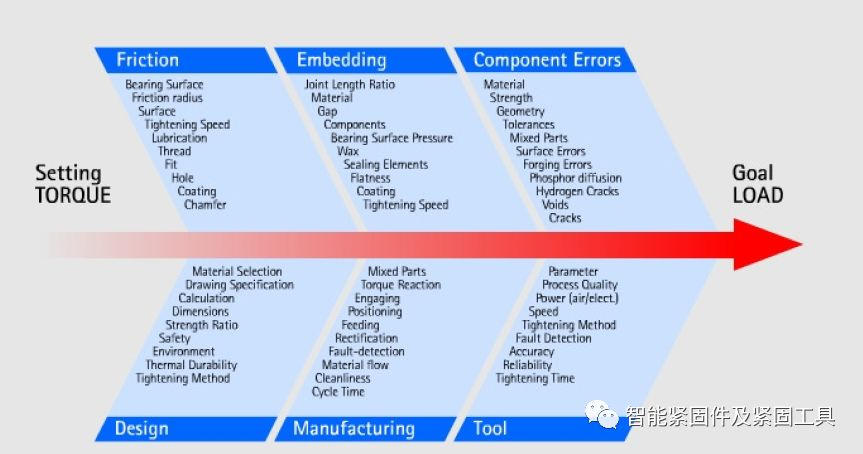
螺栓拧紧是汽车行业最主要的部件装配方式之一,螺栓拧紧质量与整车安全、可靠性和NVH等整车核心品质息息相关。螺栓拧紧质量涉及的变量多、分析难,对其监控是一项极其重要的品质保障技术。本文从监控对象、监控方式、数学模型和监控应用四个维度对螺栓拧紧质量监控进行归结。
螺栓拧紧的原理,是通过相对转动螺栓、螺母,施加一个平行于零件连接面的扭矩,以此获得垂直的夹紧力,从而紧固零件。因此夹紧力是零件被紧固的直接因素。螺栓拧紧失效的模式有:因夹紧力不足产生螺栓转动松脱;因夹紧力不足产生零件滑动和螺栓剪断;因夹紧力过大产生的螺栓、零件拉断和挤压变形。
在拧紧过程中或者拧紧完成后,对扭矩、转角或伸长量实施监控,再根据关联模型判断夹紧力和螺栓拧紧质量是否满足要求。

当采用 “扭矩法”拧紧时,扭矩实时测量数据用作工艺参数反馈控制电动拧紧机拧紧,转角实时测量数据用作动态监控。当采用“扭矩 - 转角法”或“屈服点法”拧紧时,转角实时测量数据用作工艺参数反馈控制电动拧紧机拧紧,扭矩实时测量数据则用作动态监控。
静态监控主要发生在试验开发、生产制造或售后阶段,对螺栓拧紧质量进行的抽样监控,可以针对扭矩,也可以针对螺栓伸长量。相对动态监控,静态扭矩能够监控力矩衰减的影响。
扭矩测量是最常用的静态监控形式,在工厂里开展的扭矩抽检一般在螺栓拧紧半小时内完成,这时大部分的螺栓衰减已经产生。扭矩测量方法分为紧固法、松开法和标记法等。常用的紧固法是用检测扳手对已紧固的螺纹副进一步紧固,当产生微小的转角(例如小于 5°)时,读出检测扳手显示的扭矩值。螺栓伸长量测量相对更准确,但难度大, 成本高,用时长,所以应用较少。螺栓伸长量测量可使用红外设备、测微工具、特制应变螺栓等。使用红外设备测量时,要用加工过的螺栓黏贴附件,再用红外线测量反射时间从而获知螺栓伸长量并计算夹紧力。
用紧固法测量时,因为静摩擦力的存在,相对动态监控测得的扭矩是有一个系统误差的。同时“软、中、硬”不同零件连接方式也会对静态监控和动态监控 测量值差异产生影响。
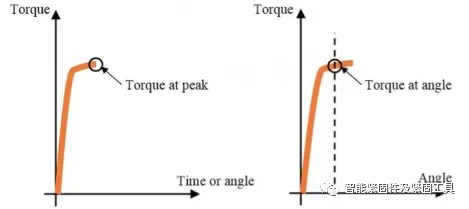
螺栓拧紧质量动态监控的数学模型是随着拧紧过程不同阶段变化的。完整的有效拧紧过程分为贴紧、弹性变形、屈服、塑性变形四阶段。
弹性变形阶段扭矩、转角与夹紧力之间拟合后是线性的,数学模型可参照:
F夹紧力=M扭矩÷(0.16×P 螺距+0.58×d2 中径×μ G 螺纹摩擦系数 +DKm 支撑面有效摩擦半径 ×μ K 支承 面摩擦系数÷2)=θ 转角×P螺距×C刚度。包括屈服和塑性变形阶段的准确 数学模型可通过试验数据拟合拧紧曲线。
由数学模型可知,采用扭矩开展动态监控时,摩擦力也会对夹紧力产生影响。相关研究表明,扭矩 90% 要用来克服摩擦力,10%才用来产生夹紧力。因此摩擦系数、摩擦半径等参数变化过大,会使动态监控产生误报警或 漏报警。
由数学模型可知,采用转角开展动态监控,螺栓螺距和刚度一致性得到保证是必要前提。同时由于贴紧过程的存在,还需要有一个起始扭矩作为输入值以判断塑性变形已经开始。
螺栓拧紧质量静态监控的数学模型根据监控对象不同有本质区别。监控螺栓伸长量时,数学模型也要区分弹性变形和塑性变形。弹性变形阶段螺栓伸长量与夹紧力之间拟合后是线性的,数学模型可以参照:F 夹紧力 =ΔL 伸长量 ×C 刚度 。包括屈服和塑性变形阶 段的准确数学模型可通过试验数 据拟合拧紧曲线。
由数学模型可知,采用伸长量开展静态监控,主要考虑螺栓刚度会对夹紧力产生影响。因此测量准确性相对是最高的。
监控力矩时,数学模型必须要考虑紧固法的测量误差,数学模型是经验模型,可以参照:M2静态扭矩 =M1动态扭矩 ×(1+ΔX 连 接方式修正经验系数)、T2 静态扭矩监控公差 2 = T2动态扭矩工艺公差 2 +(T1动态扭矩 × ΔY 连接方式修正经验系数)2 。ΔX 连接方式修正系数和 ΔY 连接方式修正系数与采用 “软、中、硬”三种连接方式哪 一种有关。汽车行业常用的另一 个经验模型是 M2 静态扭矩 =M1 动态扭矩 ×(90%~110%)。
由数学模型可知,采用力矩开展静态监控,数学模型中有很多经验系数,并且还需要利用动态监控的数学模型才能够关联上夹紧力。

螺栓拧紧质量监控应用是一项系统工程。螺栓拧紧质量监控应用必须有系统的技术标准和管理流程。有据可依、有案可查、有溯可追,也是螺栓拧紧质量监控应用的指导原则。螺栓拧紧质量监控的频次、范围、方法和配备的资源,都要有完整的策划和规定,同时这种策划和规定本身,也需要符合分层分级质量风险管控原则。
无论动态监控还是静态监控,实际应用时除了监控螺栓伸长量时会计算夹紧力,监控力矩和转角时一般都不会再计算夹紧力。因此,如何在前期的产品和工艺开发时,输出完整合理的扭矩和转角监控参数非常重要。
螺栓拧紧质量监控应用也要求测量人员和分析人员具备必要的知识和技能,测量工具和拧紧机不但要配备合理,也必须定期校准。新型电动拧紧机还往往具备了联网功能,可接入工厂网络,实现网络防错、历史追溯等功能,并与 ANDON、QMS 和 MES 系统等实现互联。专业的螺栓拧紧质量监控软件除实时防错功能外, 通过集成统计分析功能,可挖掘拧紧质量变化的趋势、原因和影响,基于向量的拧紧曲线斜率分析则开辟了全新领域。
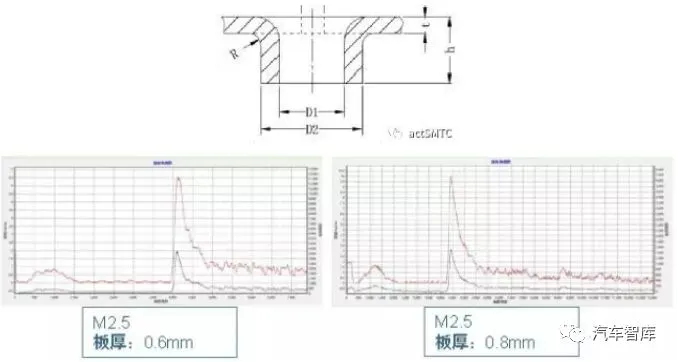
由于摩擦系数、摩擦面尺寸、温度等因素会直接影响夹紧力,因此对于来件和环境的控制,也是拧紧质量监控应用中的重要环节。因为涂油导致螺栓拧断,因为焊渣导致拧紧机报警,因为零件尺寸导致假力矩等问题,在实际应用中都是常见的问题。
结束语
工业 4.0 时代,随着智能工厂的普及和发展,螺栓拧紧监控这项汽车行业核心品质保障技术,也必然会进一步成熟,从而为用户提供更安全、更可靠和更精益的汽车产品。
文章转载于网络


长按屏幕识别二维码
打开手机扫描二维码