82
82
采用扭矩控制法拧紧螺栓的重要因素是扭矩系数的稳定,稳定的扭矩系数,施加稳定的紧固扭矩才能使螺栓可得到稳定的预紧力,并且使拧紧工作和检查工作变得简单容易。但影响扭矩系数稳定的因素很多,有已知的,还可能有许多是未知因素,所以即使是同批同样条件加工出来的螺栓其扭矩系数还是有波动的。
扭矩系数的因数主要有:
1.螺栓、螺母和垫圈的型式尺寸和公差
2.螺栓、螺母和垫圈及被连接件的硬度和刚度
3.螺栓与螺母在螺纹间的摩擦
4.螺母与垫圈支撑面间的摩擦
5.温度
6.螺栓、螺母和垫圈的表面处理方法
7.搬运中的碰撞
8.螺栓、螺母和垫圈的保管及在施工时堆放的场合(灰尘,油污等)
到底有多少种因素影响扭矩系数呢?我看到过一篇论文上说,大概有300多种,下图大致也总结了一下,我看了看,应该算是还比较全面的:
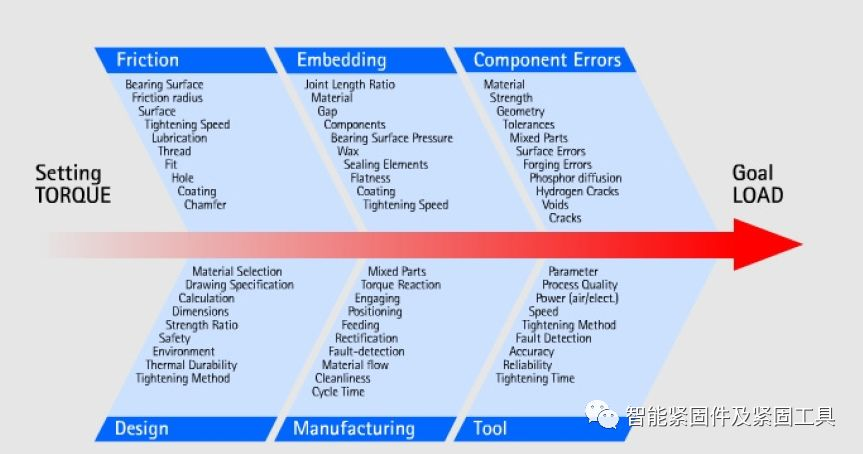
上述这些因素主要可划分为三类:
第一类:与型式、尺寸、加工精度、形为公差、硬度配合(即热处理工艺)有关。
第二类:与表面处理有关。
第三类:与搬运、操作施工时的人为因素有关。
第一类因素的影响:
在高强度螺栓制作中有严格的规定,同批的螺栓;螺母;垫圈必须是相同材质、相同炉号、相同加工工艺、相同热处理工艺、相同表面处理工艺等。目前我国在钢结构用大六角高强度连接副中明确规定,同批扭矩系数平均值为0.11-0.15:;扭矩系数标准偏差值应小于或等于0.01(每批次最大批量3000套)。
第二类因数的影响:
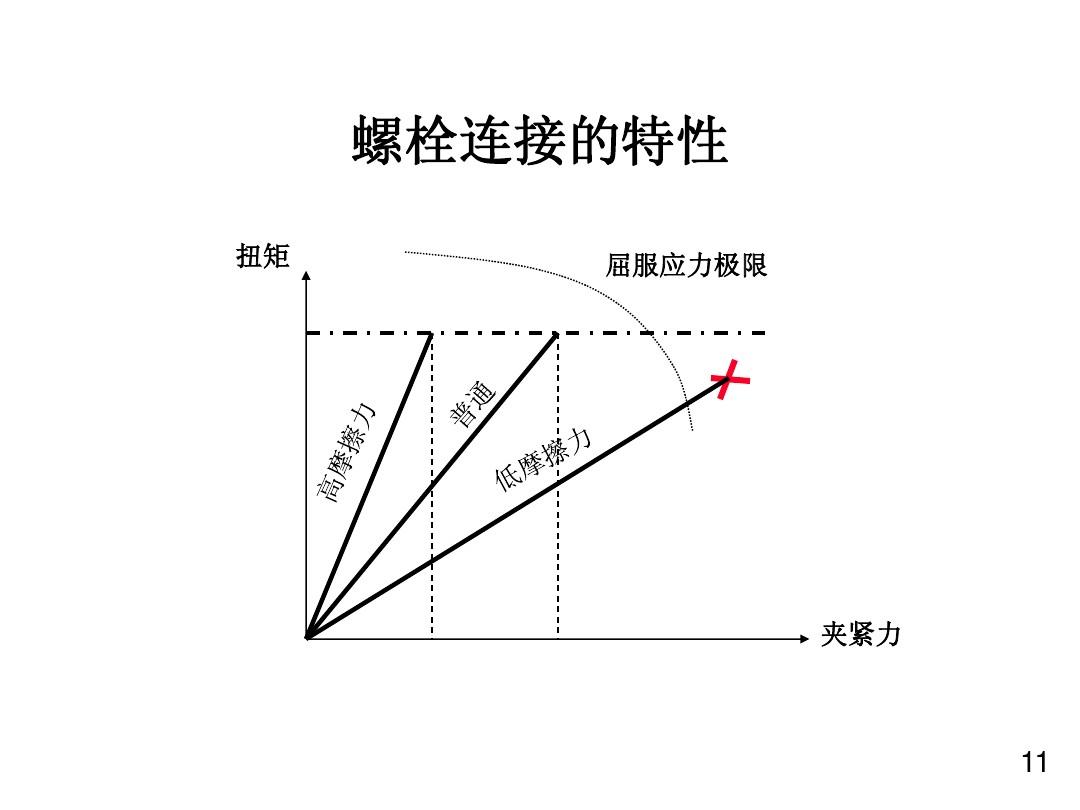
如在拧紧过程中,拧紧消耗的扭矩仅占10%左右,而有90%的扭矩消耗在克服摩擦阻力上。经研究,采用涂油的方法来减少摩擦阻力证明是有明显效果的,但对扭矩系数的减少不能定量,所以难以推广;采用镀锌:对镀锌的条件,电镀层厚薄的不同,也会造成扭矩系数难以定量的问题。
即要解决减少摩擦阻力又要解决扭矩系数的稳定,建议采用镀锌的紧固件应严格按批次分开,即在同等电镀条件下的产品为一批次,不得混淆。可使同批次螺纹连接副的扭矩系数基本得到稳定。或采用磷皂化处理,钢结构用的螺栓大多采用磷皂工艺,较好地控制住扭矩系数的波动。虽然表面处理的效果会随时间的推延起变化,也会由于湿度和温度的影响带来一些问题,但总的减少摩擦阻力的效果远远超过其缺点,所以乃是行之有效的措施。
第三因素的影响:
第三类因素的影响是人为因素的影响,由于操作工人对高强度紧固件运输保管和操作时对扭矩系数的可能产生变化的要求不明确。经常可以看到一些紧固件螺纹牙碰毛,碰伤的现象时有发生,施工操作时高强度螺栓、螺母乱放,使其沾有灰尘和微小颗粒状杂质,这都将大大增加扭矩系数,造成预紧力不稳定的人为因素。
其它因素的影响:
1.温度的影响
环境温度对扭矩系数稳定有很大影响,温度上升时有超拧的倾向;温度下降会产生拧不足的倾向。因此在温度变化比较大时应随时进行拧紧试验(扭矩系数的测定)和作适当调整。
2.拧紧速度影响
不论是在试验室做试验还是施工现场都应是均匀加力,不得冲击施拧,因为动摩擦系数比静摩擦系数要小,为获得同样的预紧力用冲击施拧所测得的扭矩值要比均匀施拧测得的扭矩值小。同样用扭矩扳手静力拧紧时和用冲击扳手连续拧紧时所测得的扭矩系数值是不同的,动力拧紧时扭矩系数值比静力拧紧时的扭矩系数略小些。


长按屏幕识别二维码
打开手机扫描二维码