
 5. 扭矩拧紧“瞬间”,不代表 “长久锁紧”
5. 扭矩拧紧“瞬间”,不代表 “长久锁紧”


智能校验设备自动采集:扳手常规校验数据告别人工误差
2026-06-16 09:45:37

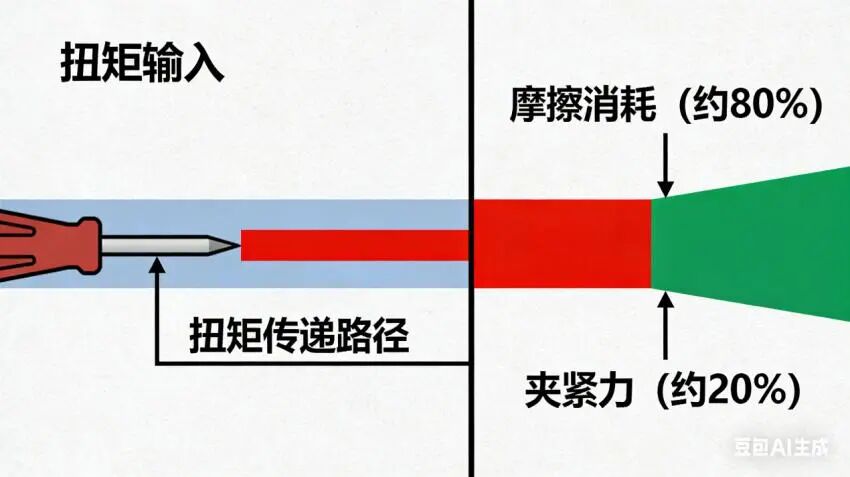
扭矩之谜:拧紧了,螺丝为啥还是松?
2026-06-15 14:38:03

螺栓连接残余扭矩影响因素完整研究体系
2026-06-12 14:22:34

航空零部件洁净区原位扳手校验要点|小型精密校验车实操规范
2026-06-11 16:41:13

拧紧理论之拧紧策略选择
2026-06-11 11:46:47

拧紧应用之拧紧防错
2026-06-10 10:42:20



