532
532
在实际生产、使用过程中,你是否遇到这样的情况?
工具在线使用的时候,检测出的动态扭矩有35Nm。过了一段时间之后,使用力矩扳手来检测扭矩,只剩下了30Nm。
这究竟是为什么呢?
其实,这是很常见的扭矩衰减现象!
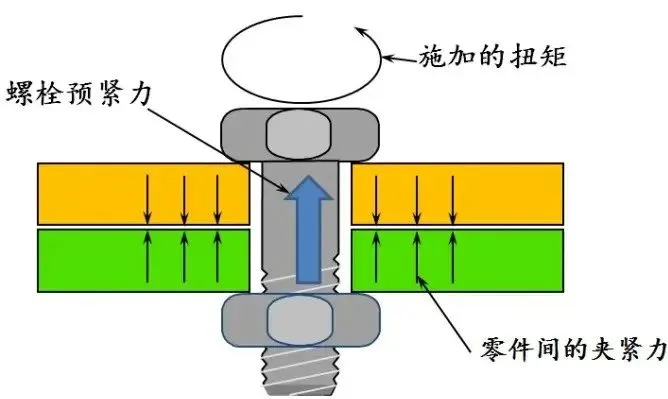
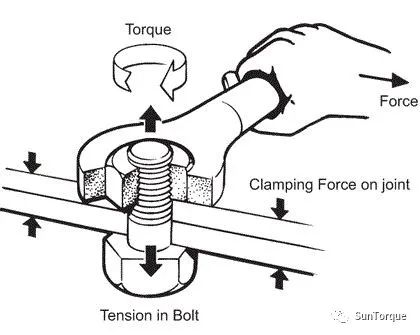
由于连接件本身的材料特性,在拧紧之后会发生形变或者工件和螺栓表面的粗糙度等原因,随着时间的推移,都会有一定程度的扭矩衰减,这种现象是非常普遍的,尤其是在软连接中,扭矩衰减尤为严重。
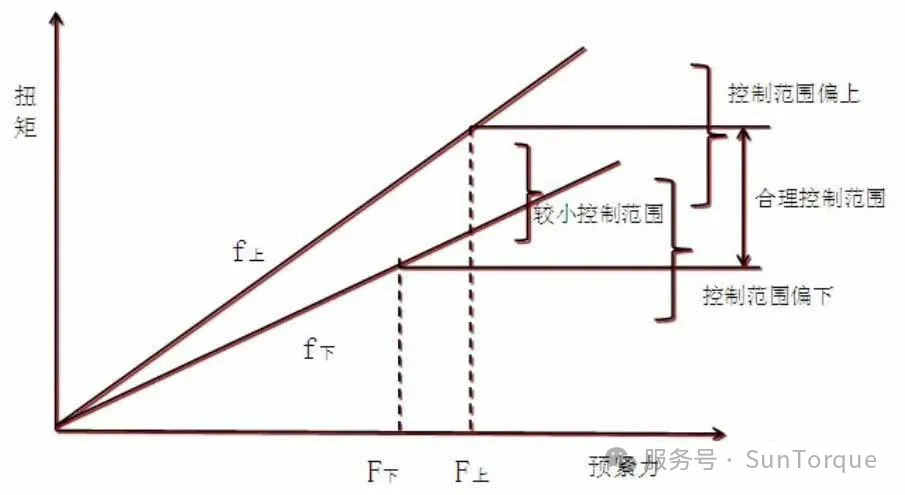
扭矩衰减不能完全避免,只能通过对各种影响因素的控制和优化来改善衰减状况,确保扭矩衰减后的夹紧力不低于设计夹紧力的最低要求是我们控制的目标。
造成扭矩衰减的因素是多方面且复杂的,总体来说,我们可以通过人-机-料-法-环这5个质量监控角度,来对扭矩衰减影响因素进行全面的排查。
(1)人:人为因素
▪是否对智能拧紧工具进行了正确应用设置
▪是否装配夹具及拧紧辅助工具并正确使用
(2)机:设备因素
▪是否选择了正确的智能拧紧工具
▪拧紧设备是否正确达到拧紧扭矩
(3)料:零件缺陷
▪工件表面粗糙度是否过大
▪连接件是否有明显的变形
(4)法:装配工艺
▪是否进行合理的拧紧策略制定
▪是否拧紧速度过快产生了影响
▪是否进行正确的拧紧顺序设置
(5)环:环境因素
▪装配过程中的温度影响,不合理的摩擦
▪是否导致了热膨胀系数不同
在实际装配生产过程中,我们需要根据实际工况情况,重点对工件材料和工艺角度,具体分析有可能会影响扭矩衰减的因素,从而在拧紧过程中,选择合适的拧紧工具和拧紧策略,保障拧紧质量的最终合格。
 扭矩_SunTorque
扭矩_SunTorque
针对不同原因引起的扭矩衰减需要采取不同的防扭矩衰减的工艺措施,目前可选择的防扭矩衰减的措施有如下几种:
(1)选用伺服拧紧机拧紧螺栓;设置合适的拧紧曲线,一些重要的底盘件采用力矩+角度的拧紧方法。
(2)涂螺纹防松胶;
(3)多次拧紧,减小接触面的形变,即保持预紧力;
(4)将软连接改为硬链接:即改善螺纹连接接触面的材料;
(5)对于软连接,如塑料件和金属材料件的连接,采用产品规定的上限力矩值进行第一次拧紧;
(6)对于非金属材料件与金属材料件之间的连接采用两步转速定扭拧紧工具,利用其二次转速较慢的特点,解决拧紧效率和拧紧质量的平衡问题;
(7)在总装的上工序(涂装和焊装),通过增加保护罩防护拧紧所需的螺纹孔和螺柱。
文章转载于网络


长按屏幕识别二维码
打开手机扫描二维码