616
616
一般定扭矩工具和拧紧机预先设置的扭矩值也是动态扭矩值,用于生产过程中。
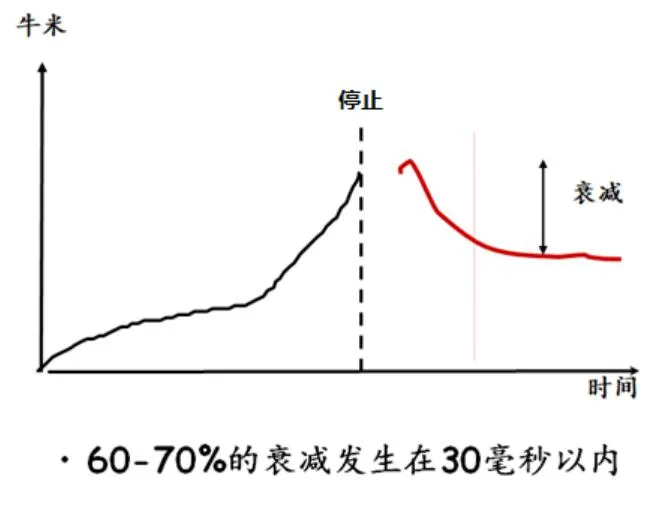
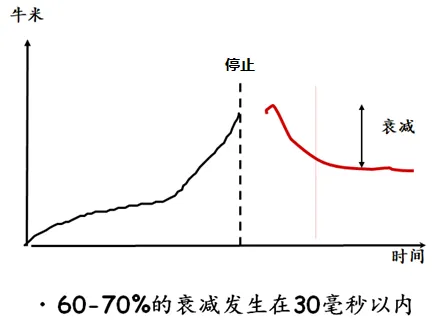
在静态力矩检测中,如果静态力矩小于动态力矩,则认为扭矩存在衰减。
*衰减不一定就是螺栓连接失败,需要试验论证。
1.工件和螺栓
材料硬度、材料强度、表面粗糙度、结构形式、螺纹升角。
2.拧紧温度
拧紧速度、不合理的摩擦、材料膨胀系数的不同。
3.人/机/法
适用的工具、装配方法、装配顺序、拧紧策略、拧紧速度、拧紧顺序。
01、生产工艺
多步拧紧法,在拧紧过程中停顿一定时间以释放弹性形变。
角度拧紧法,扭矩加转角拧紧法,尽量降低螺栓的弹性形变,减少扭矩衰减。
反松拧紧法,可在要求扭矩之前反松螺栓,再次拧紧,降低表面粗糙度,减少扭矩衰减。
2.拧紧速度
降低拧紧速度可在一定程度上减少衰减。
3.拧紧顺序
多螺栓工位可多轴同步拧紧,或者单轴多步逐渐拧紧。
02、产品设计
表面粗糙度越小,表面越光滑,拧紧扭矩衰减越小。
2.材料硬度
工件或螺栓硬度越高,材料嵌入越困难,扭矩衰减越小。
3.弹性材料
垫圈或者塑料,应制定完善的拧紧策略,保证拧紧完成后满足产品扭矩要求。
4.螺栓螺纹
细牙螺纹的螺距小,拧紧完成后不容易松动,因此选择细牙螺纹会减小扭矩衰减。
03、连接处理
2.增大摩擦力
如安装弹簧垫圈和使用双螺母等。
3.机械性防松
这类利用各种止动零件,阻止螺纹与零件的相对转动来实现防松。常见方法有开口销与槽形螺母、止退垫圈与圆螺母、止动垫圈与螺母、申联钢丝等。
4.不能拆的防松方法
利用定位焊、点铆等方法把螺母固定在螺栓或被连接件上,可以把螺钉固定在被连接件上,达到了防松的效果。
文章转载于网络


长按屏幕识别二维码
打开手机扫描二维码