引言
运用螺纹使零部件结合是最常见的零件装配方法之一, 拧紧机是重工业生产现场装配作业最常见的设备,可将定制强度螺母以一设定扭矩旋紧于螺栓之上。常出现于汽车工厂中前伸梁与车架连接、转向机螺栓拧紧、平衡轴与车架连接螺栓、推力杆螺栓拧紧、后桥骑马螺栓拧紧、轮胎螺母拧紧等重点关乎整车工艺质量及行车安全的装配工位。
在车辆装配过程中,零部件的结合方式有很多种,其中采用螺纹拧紧工艺进行连接是最可靠的方法,其特点是装配快速,方便,更换修正快捷便利,也是车辆装配所有环节中最常见的方法之一。
螺纹联接过程中,所受外力共有四种:扭转力,剪切力,拉应力和弯曲应力。拧紧的实质是将适当范围的夹紧力作用在结合区,其下限是由本身联接结构的功能锁定,下限值是保证被联接件在使用中可靠贴合;而其上限是由两者强度决 定,螺栓拧紧时,轴向力和扭转力最终共同作用到螺栓上直至螺栓发生屈服变形,即出现了永久的伸长变形,当拧紧后可以测量出来。认识到这种永久变形最开始出现在螺栓体最外圈,然后逐步向内圈扩展。如果某处的应力超过了材料极限,螺栓就会开始断裂合格的夹紧力须保证被连接件在预紧和使用中不会发生过度形变,甚至压缩,断裂。
在实际拧紧过程中,我们要控制的力是夹紧力,然而目前还没有一种准确的方法可实现对夹紧力的精确控制,因此我们转向控制影响夹紧力的角度或力矩。
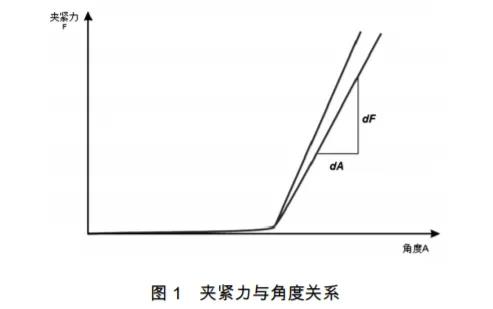
夹紧力在贴合后随着角度线性增长,如图 1 所示。可以 描述为:F=K·A。
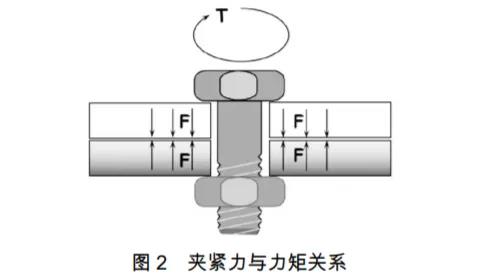
夹紧力 F 通过螺栓头下摩擦、螺距和螺纹副摩擦转化为 扭矩:T=F×r,T 为扭矩,F 为施加力,L 为着力点到轴的距离。典型的螺纹联接,螺栓头和工件表面摩擦力,螺纹副之间摩擦力,仅仅约10%的拧紧扭矩转变为实际夹紧力,如 图 2 所示。
在拧紧螺母时,其拧紧扭矩 M 需要克服被旋合螺纹间的摩擦力矩和螺母与被联接件(或垫圈)支承面间的摩擦力矩,并使联接产生预紧力 P,它们的关系为:M=KDF×10-3;其中 D:螺纹公称直径(mm);F 预紧力(N);K:阻力系数。
在一般地制造装配环节,预紧力 F 取螺栓破坏荷载的70%-80%,破坏荷载是材料的屈服极点与螺栓有效面积乘积, 通常在0.1-0.3 之间,一般取中间值 0.2。
根据中国汽车行业标准,汽车用螺纹紧固规范提出了标准:
螺纹紧固件标准拧紧力矩:M=0.142DF×10-3
螺纹紧固件最小拧紧力矩:M=0.114DF×10-3
螺纹紧固件最大拧紧力矩:M=0.17DF×10-3
在装配时大多数螺纹都必须拧紧,确保连接在受工作负荷之前,预先受到力的作用,这个预先附加的力叫做预紧力。预紧力的意义是增强部件连接的可靠性及紧密型,防止出现缝隙或滑动。螺纹的联接对螺栓总载荷,联接临界点载荷,抗横向的载荷能力以及密封性产生影响。过小或者过大的预紧力都会对工件的可靠性构成隐患,故预紧力精度,大小,准确度至关重要。螺纹拧紧质量控制的关键不是拧紧控制的扭矩,而是轴向的预紧力,通过灵敏型动态扭矩传感器精确控制轴向预紧力。
预紧的过程中,预紧力过大将会使螺纹发生静力破坏,或螺纹齿牙被压断,甚至发生断裂。其在螺栓上的应力称之为 σ。因为拧紧扭矩的作用,又产生了切应力 τ。根据力学强度理论,其等效应力 σ0。

通常情况下允许螺栓工作载荷引起的拉应力增量为 0.1σs,由力学理论可得,τ/σ=0.5,代入式中,可得 σmax=0.7σs, 即最大的预紧力尽量须在屈服点附近 70%。
在影响因素最小的条件下,即使施加相同的拧紧力矩, 其预紧力偏差也在±25。所以须对预紧力 F 与转角 θ 关系进 行分析。
转角即位移量:s=Pθ/360°;
其中 θ 为转角;P 是螺距;
由于不同联接件的刚度比不同,转动螺母一面压缩零件, 一面拉伸螺栓,类似两个弹簧,系统刚度 Cs=CbCj/(Cb+Cj),Cj-被联接零件刚度,Cs-系统刚度,Cb-螺纹刚度。
在拧紧过程中,最开始的几周内不会有预紧力,预紧力产生于接触联接后,随伸长量迅速增加。由前面系统刚度公式得出预紧力 F 与转角 θ 为线性关系。
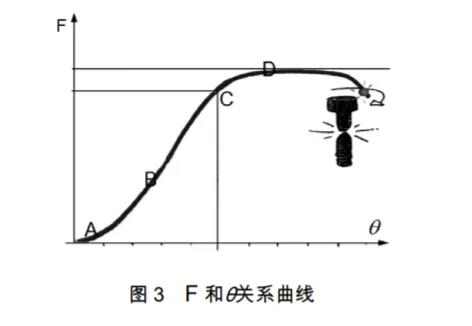
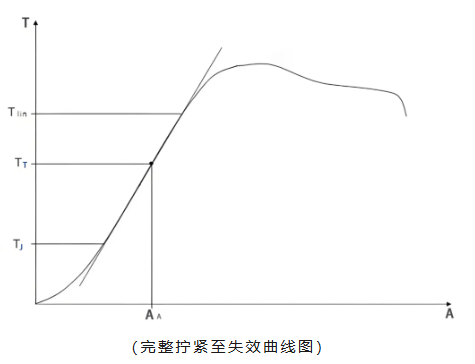
如图 3 所示,原点到 A 为空转,此时无预紧力;AB 之间是贴近过渡过程,BC可近似线性,从 C 点开始屈服,CD 为屈服后曲线。
伸长量在预紧力屈服之前关系是:δb=F/C=Fl/(EA),其 中 δb 为伸长量,E 是弹性模量,A 为螺栓横截面的面积,l 是螺栓长。
可见,预紧力与伸长量成线性关系,由于摩擦系数和刚度关系,难以估计,故只需对比拧紧前后长度差就可知道准确伸长量,这样控制预紧力精度最好。
总结
作为工业生产中质量控制关键工艺的重要组成部分,拧紧工艺是否,从标准件的选用到拧紧流程的控制,再到拧紧结果的检测,每个环节都至关重要,任何一个环节的优化改造升级,对拧紧工艺的控制都会产生质的飞跃。当然,所有的优化都要遵从受力学的基本原理,因为拧紧的本质就是对力的控制,只有把握好最基本的控制原则,再寻求工艺的优化和升级,才会得到稳定牢固的产品。
SunTorque智能扭矩系统是一款满足制造型企业在装配工艺过程中实现“工艺防错指导、可视化工具管理、生产统计过程控制”等多种需求的产品。帮助企业快速建立数字化生产管理模式,实现过程质量提升和精益化生产目标。