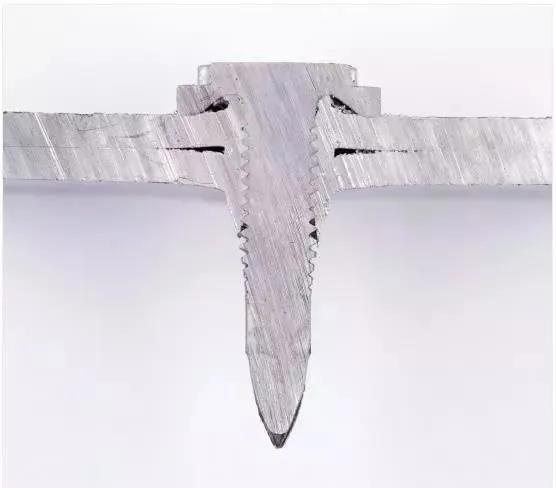
楔入式锁紧垫圈外表面的放射状锯齿和其所接触的工件表面咬合。当防松系统遭遇动力负载时,位移只能发生在垫圈的内表面。
在楔入式锁紧垫圈延厚度方向的可扩展距离大于螺栓延螺纹可产生的纵向位移。
和现有的其他防松方式截然不同,楔入式防松通过夹紧力而非摩擦力来紧固螺栓。

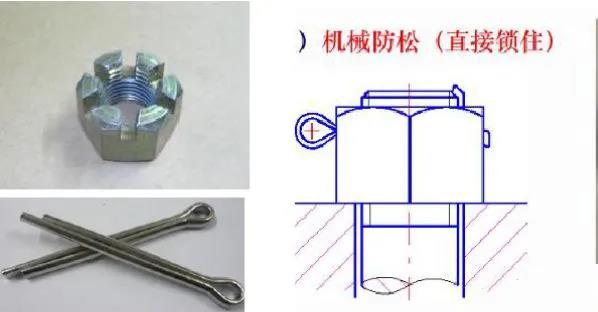
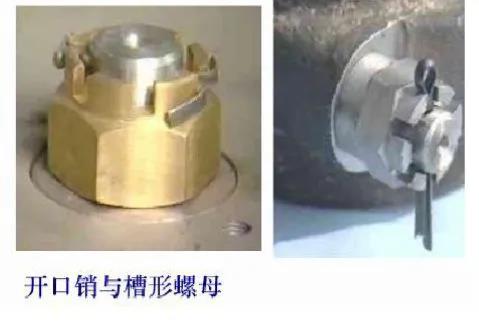
螺母拧紧后,把开口销插入螺母槽与螺栓尾部孔内,并将开口销尾部扳开,防止螺母与螺栓的相对转动。
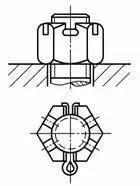
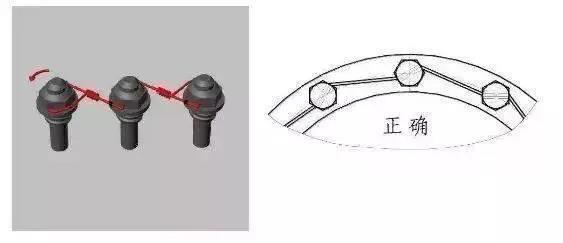
开口销的安装形式如下图:
开槽螺母与螺杆带孔螺栓和开口销配合使用,以防止螺栓与螺母相对转动。
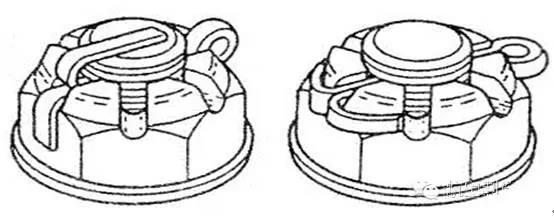
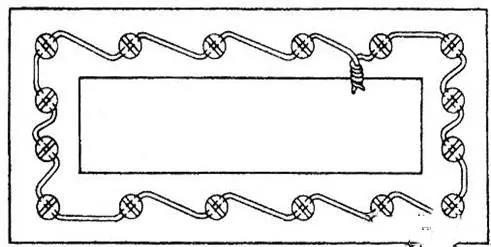
串联钢丝防松是将钢丝穿入螺栓头部的孔内,将各螺栓串联起来,起到相互牵制的作用。这种放松方式非常可靠,但拆卸比较麻烦。
这种防松方法在飞机、火箭经常使用。
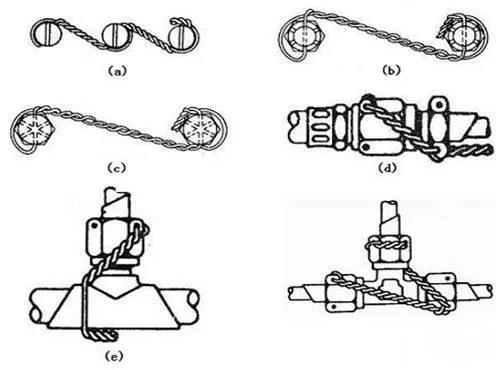
单股钢丝一般常用于分布间隔很近的小螺钉群或很不容易达到的地方,如图所示。
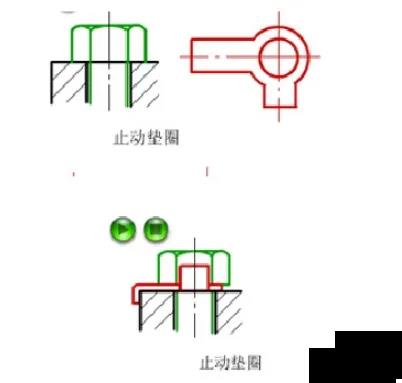
螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和连接件的侧面折弯贴紧,即可将螺母锁住。若两个螺栓需要双联锁紧时,可采用双联制动垫圈,是两个螺母相互制动。
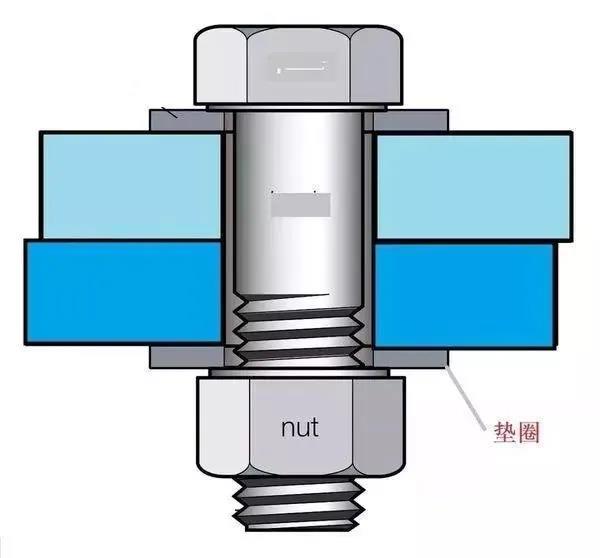
弹簧垫圈的防松原理是在把弹簧垫圈的压平后,弹簧垫圈会产生一个持续的弹力,使螺母与螺栓的螺纹连接副持续保持一个摩擦力,产生阻力矩,防止螺母松动。
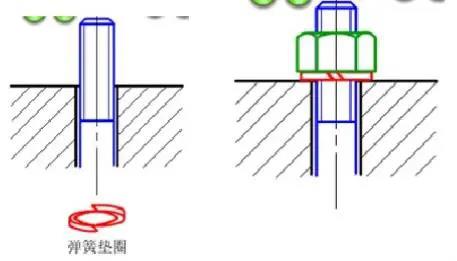
同时弹簧垫圈的开口处的尖角分别嵌入螺栓和被连接件表面,从而防止螺栓相对于被连接件回转。
热融紧固技术,不需要预开孔,在封闭型材下可以直接攻丝实现连接,在汽车行业上使用的很多。
这种热融紧固技术是一种通过设备中心拧紧轴将电机的高速旋转传导至待连接板料摩擦生热产生塑性形变后,自攻丝并螺接的冷成型工艺。
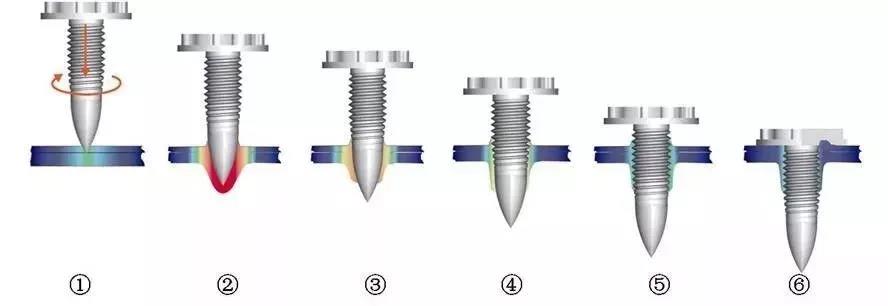
热融紧固连接工艺步骤与过程包括六个阶段:旋转(加热)→穿透→通孔→攻螺纹→拧螺纹→紧固。
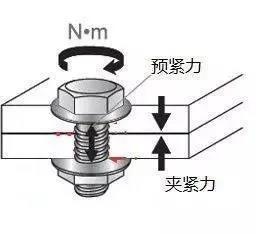
高强度螺栓连接一般是不需要额外施加防松措施的,因为高强度螺栓一般都要求施加一个比较大的预紧力,这么大的预紧力使螺母与被连接件之间产生强大的压力,这种压力会产生阻止螺母转动的摩擦扭矩,因此螺母不会松脱。
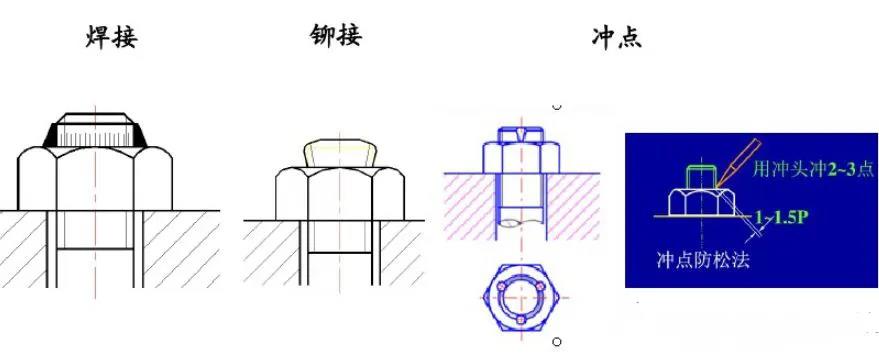
除了上面咱们总结的一些比较流行的防松,那就是咱们在上一篇文章开头提到的永久防松了。
紧固件防松是一件小事,也是一件大事,更是一件充满智慧的事情。
文章转载于网络