

拧紧策略的设置是螺栓拧紧过程中的关键环节,通过对不同工艺拧紧阶段进行设定合适的拧紧策略,是对拧紧质量风险进行有效系统监控的手段,同时可确保每个紧固点都达到工艺要求,从而降低拧紧过程中质量问题风险发生,提高打螺丝的装配效率与生产质量。
一、拧紧策略的重要性
拧紧不当可能会导致的问题
① 连接松动:连接件无法达到夹紧力,会造成部件脱落,影响产品性能和寿命;
二、拧紧策略的类型
针对不同连接件之间的拧紧通常采用不同的拧紧策略,常见的拧紧策略有扭矩控制/角度控制、扭矩控制&角度监控、角度控制&扭矩监控、扭矩和角度控制、斜率控制、屈服点控制等等。
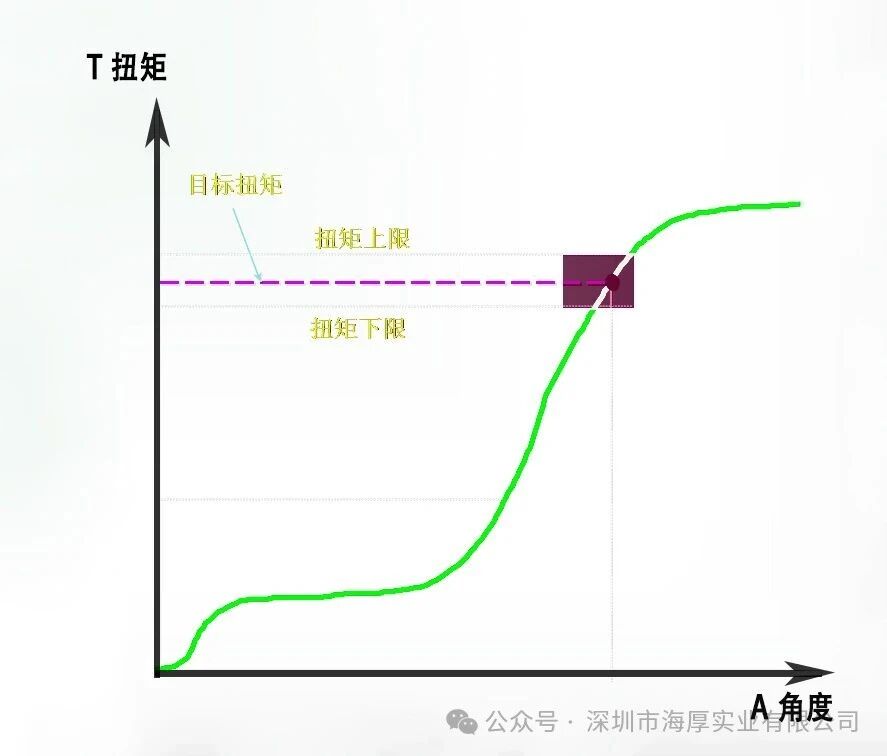
1.扭矩控制
扭矩控制即通过预设目标扭矩值,当达到该扭矩时立即停止拧紧,是最基础的控制方式。主要适用于非关键连接、低精度要求的批量生产、螺栓强度较高且摩擦系数稳定的场景(如家电、普通机械)。
特点:
简单易实现,成本低,工具普及率高,但容易受摩擦系数影响大,无法保证螺栓伸长量一致性。
2.扭矩控制&角度监控
以扭矩控制为主,但实时监控角度范围作为质量判断依据。主要适用于安全关键件(如刹车系统螺栓)、需要防错检测的生产线、摩擦系数波动较大的工况。
特点:
可监控拧紧过程中出现错牙、滑牙等不合格情况,但无法克服不同摩擦系数对夹紧力夹紧力波动大小的影响。
3.角度控制
角度控制是在达到起始扭矩后,继续旋转预设角度后停止。主要适用于塑性变形区拧紧(如汽车发动机连杆螺栓)、需要高拧紧力一致性的场合、螺栓材料延展性较好的连接。
特点:
预紧力一致性高(±15%以内),不受摩擦系数影响,但需精确测量起始点,对螺栓材质和表面处理要求高。
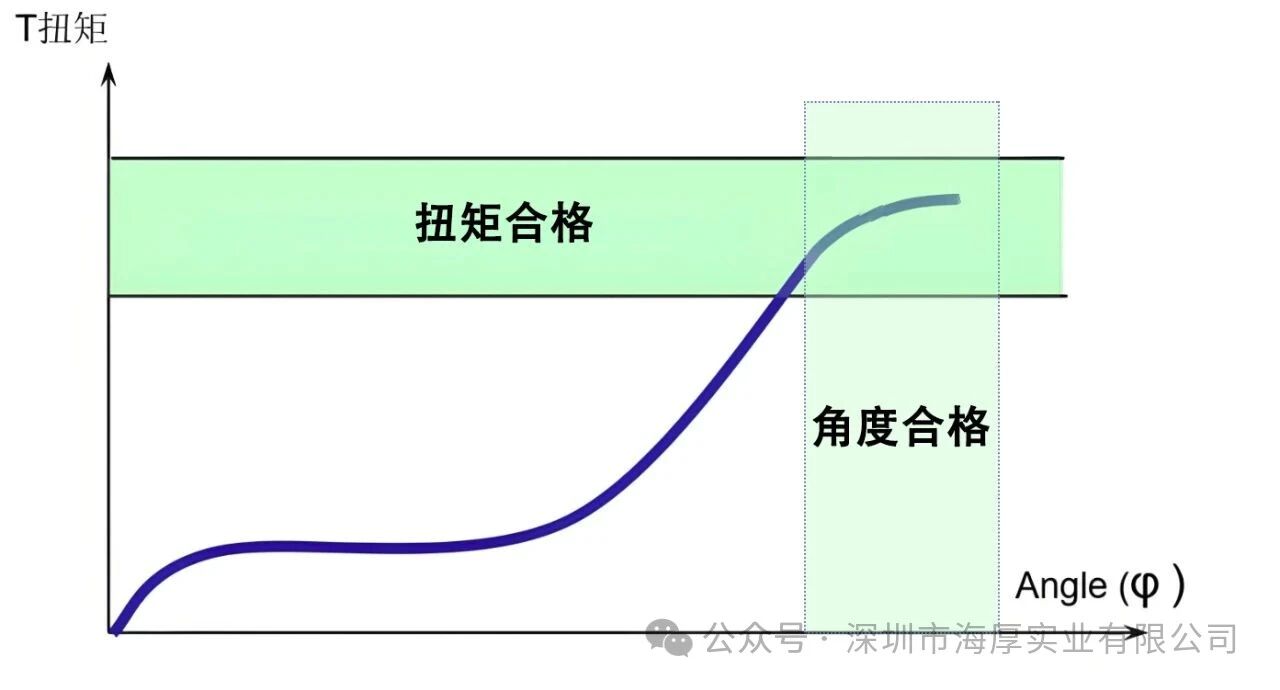
4.角度控制&扭矩监控
通常也称为转角法,是以角度控制为主,但监控最大扭矩值是否超限(如旋转90°时扭矩不得超35Nm)。主要适用于软连接件(如复合材料装配)、防止螺栓过载的场景、自动化产线的防错设计。
特点:
对拧紧工具的要求比较高,可避免材料压溃或螺纹滑牙,使用需精确标定扭矩上限。
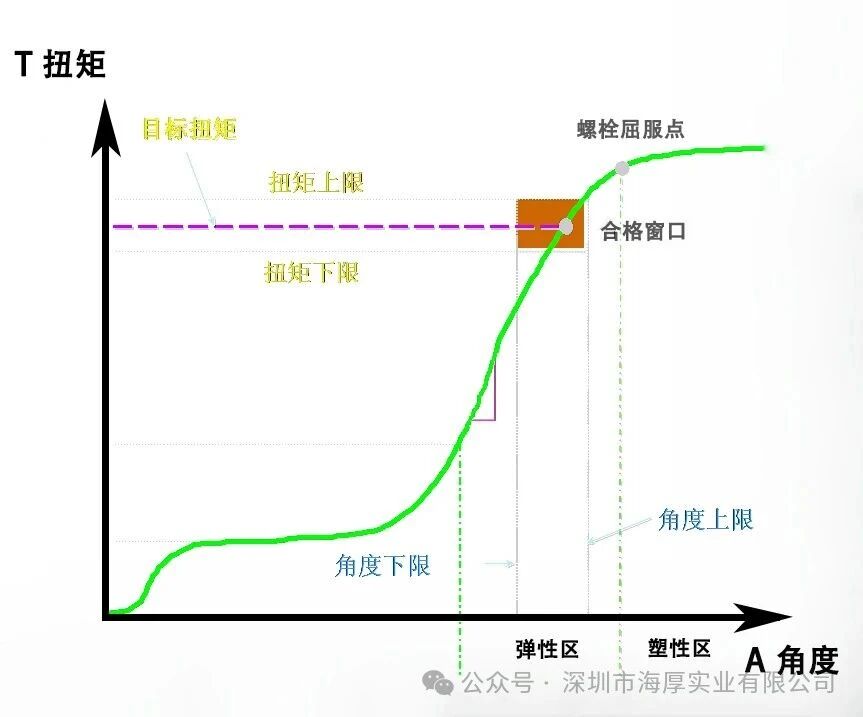
5.扭矩和角度控制
分阶段控制,先达到起始扭矩,再旋转指定角度(如20Nm+90°)。主要适用于关键连接(如发动机缸盖、风电法兰、轨道交通)、需要利用螺栓塑性变形的场合、ISO 5393国际标准推荐的高精度装配。
特点:
综合扭矩和角度的优势,预紧力偏差可控制在±10%以内;需高精度电批,成本较高;起始扭矩的设定影响最终预紧力线性度。
6.斜率控制
实时计算扭矩-角度曲线的斜率,当斜率下降至设定阈值时停止(表明进入屈服区)。主要适用于超高强度螺栓(如航天结构件)、材料屈服点不明确的工况、需要最大化利用螺栓强度的设计。
特点:
可精确控制至屈服点附近,预紧力偏差±5%,但需要高速数据采样(>1kHz),算法复杂。
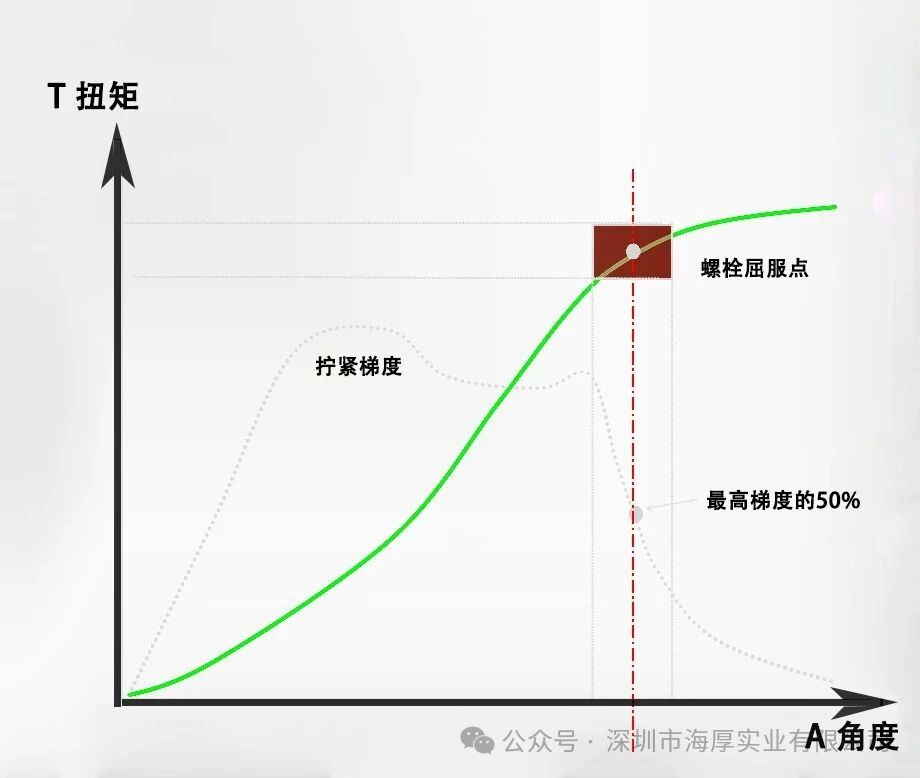
7.屈服点控制
通过扭矩-角度曲线识别材料屈服点(曲线拐点),立即停止拧紧。主要适用于核电设备密封连接、航空发动机关键螺栓、医疗植入物精密装配。
特点:
不受扭矩法的摩擦系数和转角法的转角起始点的影响,且拧紧精度较高,材料利用率高达100%,但对工况要求高,必须保证螺栓一致性和贴合面的质量。
结 语
在拧紧策略的选择上,每种拧紧策略都有其特定的作用,扭矩控制+角度监控(兼顾成本与质量)、扭矩和角度控制(满足高精度需求)、屈服点控制或斜率控制(满足超高强度连接)、角度或扭矩监控(防错设计功能)等等。因此,我们在选择合适的策略需要根据具体的应用需求、连接特性以及生产条件决定,从而可确保每个螺丝的扭矩和角度符合工艺的标准。
文章来源于网络,版权归原作者所有,侵删。



