

一、基础定义与机理
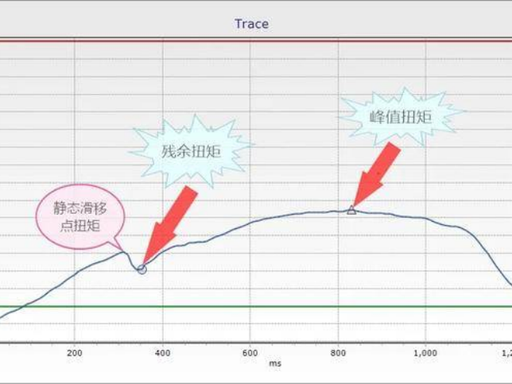
1. 残余扭矩(静态复检扭矩)定义
拧紧工具停机静置后,正向复紧 / 反向启松测得螺栓刚发生微小转动的临界扭矩,由轴向预紧力 + 螺纹摩擦扭矩 + 支承面摩擦扭矩共同构成,是预紧力的间接表征量;
扭矩转角法虽能稳定控制预紧力,但残余扭矩仍会显著离散,二者不存在一一对应固定比例关系。
2. 扭矩拆分公式
Tres=Ff⋅[2πP+μs⋅2cosβd2+μw⋅2Dw]
- Tres:残余扭矩;Ff:螺栓剩余预紧力;
- P:螺距;d2:螺纹中径;Dw:支承面等效直径;
- μs:螺纹静摩擦系数;μw:支承面静摩擦系数。
可见残余扭矩两大核心波动来源:预紧力衰减、摩擦系数波动,其余所有因素均通过这两条路径起作用。
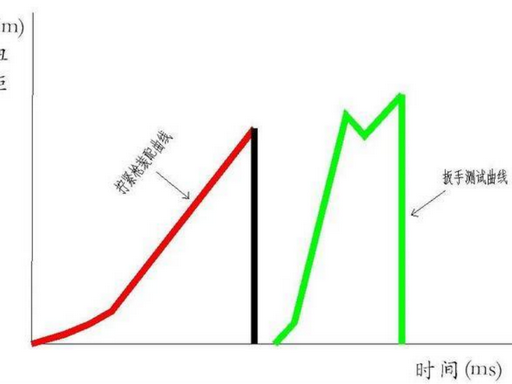
拧紧与复紧扭矩曲线
静摩擦大于动摩擦曲线
二、五大类核心影响因素(分层机理 + 量化规律)
(一)摩擦系数类(最主要离散诱因,扭矩转角法也无法规避)
摩擦分为螺纹副摩擦、螺母支承面摩擦,静摩擦系数≠拧紧动态摩擦系数,直接改变同等预紧力下残余扭矩读数。
表面处理工艺
磷化、发黑、镀锌、达克罗膜厚波动:摩擦系数波动 0.05~0.10;镀锌层易磨损,批次间残余扭矩极差可达 30% 以上
镀层破损、螺纹磕碰毛刺:局部咬合卡死,残余扭矩异常偏高。
润滑状态(影响极强)
螺纹胶、润滑油、防锈油涂覆量不均:少油摩擦系数升高,残余扭矩偏大;过量润滑剂摩擦系数大幅下降,残余扭矩偏低
装配时油污、切削液渗入贴合面,长期析出流失,残余扭矩随时间持续漂移。
表面粗糙度
粗糙度越高,微观峰谷嵌入咬合越强,静摩擦系数上升;硬连接粗糙度波动对残余扭矩敏感度远高于软连接。
动静摩擦差值
硬连接静摩擦>动摩擦:复检残余扭矩>拧紧动态扭矩;
软连接垫片塑性压平后静摩擦回落,残余扭矩普遍低于拧紧扭矩。
(二)连接结构刚度:硬 / 软连接本质差异(衰减量级完全不同)
1. 硬连接(钢 - 钢、铸铁刚性法兰,无弹性垫片)
衰减来源:微观表面嵌入(微观塑性压溃)
- 贴合面微观凸起受压局部塑性变形,接触面压实,预紧力小幅下降,残余扭矩轻微衰减(5%~12%);
- 复检残余扭矩普遍高于装配动态扭矩,离散小,复检稳定性好。
2. 软连接(橡胶垫、纸垫、多层钣金、铝合金薄壁件)
衰减来源:材料蠕变 + 弹性回弹松弛
- 拧紧后垫片持续压缩蠕变,数分钟至数小时内预紧力快速跌落,残余扭矩大幅衰减(20%~50%);
- 静置时间越长,残余扭矩越低,复测重复性极差;
- 扭矩转角法仅能锁定初始伸长量,无法阻止后续蠕变松弛,残余扭矩依然持续下降。
(三)拧紧工艺参数(含扭矩转角专属变量)
1. 拧紧控制策略
- 纯扭矩法:摩擦系数直接干扰预紧力,残余扭矩离散极大;
- 扭矩转角法:转角段控制螺栓伸长量,初始贴合扭矩判点偏移、拧紧轴打滑、转角空转,会造成真实预紧力偏低,残余扭矩同步偏低;编码器丢脉冲会出现 “程序走完、螺栓未拧动” 假拧紧,残余扭矩接近 0;
- 屈服点拧紧:螺栓进入塑性区,应力松弛更快,残余扭矩长期衰减速率高于弹性区拧紧。
2. 拧紧转速、分步拧紧工艺
- 高速拧紧:冲击载荷造成贴合面瞬时冲击嵌入,停机后回弹,短时残余扭矩回落;低速拧紧接触面压实充分,残余扭矩更稳定;
- 一步拧紧:软连接即时松弛量大;两步拧紧 + 中间停留(保压),可提前释放蠕变,下线残余扭矩波动显著收窄。
3. 拧紧顺序与拧紧次数
- 多螺栓法兰对角分次拧紧:避免法兰翘曲、单侧压紧不足,各螺栓残余扭矩均匀性大幅提升;单边依次拧紧会出现松紧不均;
- 重复拆装:螺纹、支承面反复磨合,粗糙度降低,摩擦系数持续下降,同一螺栓二次复装残余扭矩明显变小。
4. 工具系统误差
拧紧枪扭矩传感器零点漂移、传动轴柔性变形、套筒偏心,造成动态施加扭矩不准,初始预紧力偏移,最终残余扭矩同步偏移。
(四)材料与紧固件自身特性
螺栓材料与热处理
高强度合金钢(10.9/12.9 级)弹性模量高、屈服裕量大,弹性松弛小;低碳钢、低强度螺栓易塑性拉长,预紧力持续流失,残余扭矩持续走低;硬度偏高脆性大,振动下螺纹微裂纹扩展,摩擦状态突变。
螺栓长度、直径、长径比
长螺栓柔度大,应力松弛周期更长;细牙螺纹升角小,自锁性强,残余扭矩衰减速率慢于粗牙螺纹。
(五)环境、静置时长、服役工况(时间维度衰减)
1. 静置等待时间(下线复检关键变量)
- 拧紧后立刻检测:嵌入、蠕变未发生,残余扭矩偏高;
- 静置 10min/30min/2h:软连接蠕变逐步完成,残余扭矩持续下降并趋于稳定;
- 同一螺栓不同时间复测,数值不具备可比性,企业必须统一规定复检静置时长。
2. 温度循环
- 高温:润滑剂挥发、垫片软化蠕变加剧,螺栓热伸长,预紧力下降,残余扭矩降低;
- 低温:螺纹脂凝固,摩擦系数陡增,同等预紧力下检测残余扭矩异常升高;
- 冷热交变反复挤压贴合面,周期性松弛累积,残余扭矩持续走低。
3. 外部载荷:振动、交变载荷
往复振动使螺纹副微观滑移、自锁失效,支承面反复微滑移磨损,摩擦系数持续变化,预紧力缓慢下降,残余扭矩渐进衰减;发动机、底盘运动部件该效应最突出。
4. 腐蚀介质
水汽、盐雾、酸碱造成螺纹锈蚀、接触面点蚀,摩擦副状态不可逆改变,残余扭矩逐年漂移,极易出现复检合格、服役松动失效。
三、残余扭矩测量端附加干扰因素(检测误差≠真实连接波动)
很多产线残余扭矩离散大,并非装配问题,而是检测操作引入偏差:
- 正向复紧 vs 反向启松:硬连接启松扭矩重复性更好,软连接推荐正向复紧;两种检测方式读数本身存在固定差值,不能混用判定标准;
- 扭矩扳手加载速率:快速猛扳会惯性过冲,读数偏大;匀速缓慢加载(≤5°/s)才符合标准检测规范;
- 套筒偏斜、施力偏心:额外附加弯矩,扭矩读数虚高;
- 人员操作一致性:人工复检离散度远高于扭矩机自动复检。
四、扭矩转角法场景下各因素影响权重排序(工程落地)
- 权重第一梯队(主导波动):螺纹 / 支承面摩擦系数波动、软连接蠕变松弛、复检静置时长不统一;
- 权重第二梯队:拧紧转速、分步拧紧工艺、表面镀层与润滑涂覆量;
- 权重第三梯队:温度、振动载荷、拧紧顺序、重复拆装、检测操作偏差;
- 权重极小:螺距公差、标准螺栓弹性模量批次差异(可忽略)。
五、量化控制对策(配套研究结论落地应用)
- 摩擦系数管控:统一紧固件批次、固定润滑涂覆工艺,每批次做摩擦系数标定,建立残余扭矩 - 预紧力对应标定曲线,不直接套用拧紧扭矩 ± 百分比判定;
- 软硬连接差异化管控:
- 硬连接:拧紧后静置 5~10min 复检,合格区间可设 0.8~1.2 倍动态扭矩;
- 软连接:采用两步拧紧 + 保压 30s,统一静置 30min 后检测,放宽下限至 0.5 倍动态扭矩;
- 扭矩转角工艺优化:增设贴合扭矩校验窗口,监控扭矩 - 角度曲线,杜绝空转打滑假拧紧;
- 检测标准化:固定加载速度、复检方向、静置时长、套筒规格,自动扭矩复检替代人工,降低测量系统 MSA 变差;
- 长期服役监控:交变载荷工况预留残余扭矩衰减余量,初始预紧力上浮补偿松弛量。
六、总结
- 残余扭矩是预紧力衰减 + 摩擦系数波动共同耦合的结果,扭矩转角法仅弱化摩擦对初始预紧力的影响,无法消除残余扭矩后续离散;
- 结构刚度(软硬连接)、润滑摩擦、静置时间是三大核心变量,也是工程上残余扭矩复检误判的首要诱因;
- 残余扭矩不能直接等同于预紧力,必须通过标定建立对应关系,方可用于装配质量 SPC 监控、漏拧假拧拦截,这也是转角法依然保留静态扭矩检测的理论依据。



