2、机座、机身等机器的基础件,装配时应校正水平(或垂直)。
其校正精度:
对结构简单、精度低的机器不低于 0.2mm/1000mm;
对结构复杂、精度高的机器不低于 0.1mm/1000mm。
二、装配连接方式
1、螺母拧紧后,螺栓、螺钉头部应露出螺母端面 2~3 个螺距。
2、沉头螺钉紧固后,沉头不得高出沉孔端面。
3、各种密封毡圈、毡垫、石棉绳、皮碗等密封件装配前必须浸透油。钢纸板用热水泡软。紫铜垫做退火处理,
4、圆锥销装配时应与孔进行涂色检查,其接触率不应小于配合长度的 60%,并应分布均匀。定位销的端面一般应凸出零件表面。带螺尾圆锥销装入相关零件后,其大端应沉入孔内。
5、钩头键、楔键装配后,其接触面积应不小于工作面积的 70%,且不接触部分不得集中于一段。外露部分应为斜面的 10%~15%。6、花键装配时,同时接触的齿数不少于 2/3,接触率在键齿的长度和高度方向不得低于50%。滑动配合的平键(或花键)装配后,相配件须移动自如,不得有松紧不均现象。
7、压装的轴或套允许有引人端,其导向锥角 10°~20°,导锥长度等于或小于配合长度的 15%。实心轴压入盲孔时允许开排气槽,槽深不大于0.5mm。
8、锥轴伸与轴孔配合表面接触应均匀,着色研合检验时其接触率不低于70%。
9、采用压力机压装时,压力机的压力一般为所需压入力的 3~3.5倍。压装过程中压力变化应平稳。
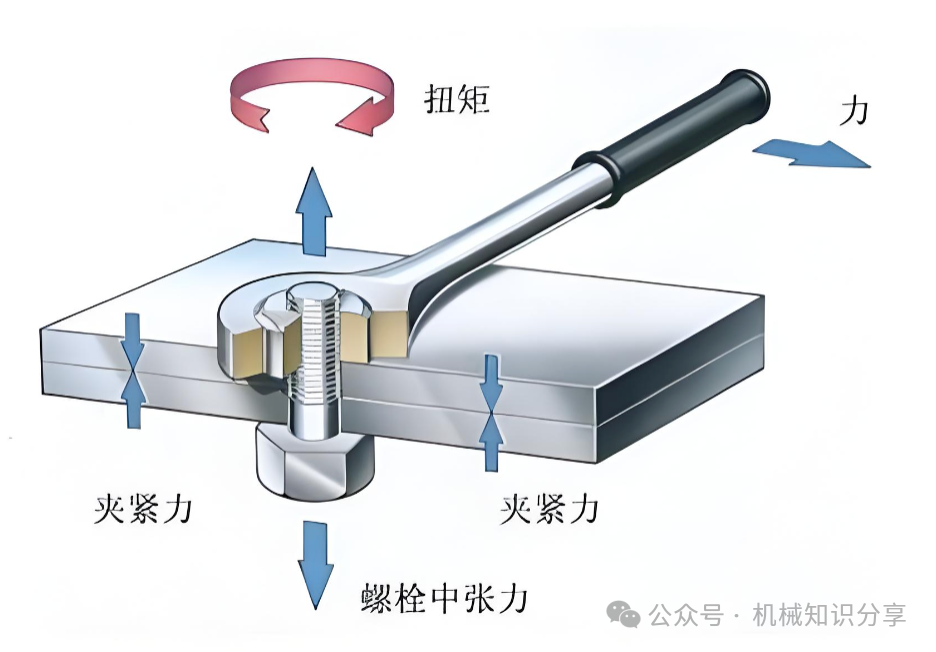
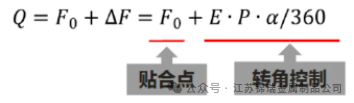
10、胀套连接的螺栓必须使用力矩扳手,并对称、交叉、均匀拧紧。拧紧力矩TA值按设计图样或工艺规定,亦可参考图1,并按下列步骤进行:
①以 TA/3 拧紧;
②以 TA/2 拧紧;
③以 TA值拧紧;
④以 TA值检查全部螺栓。
图1:一般连接螺栓拧紧扭矩
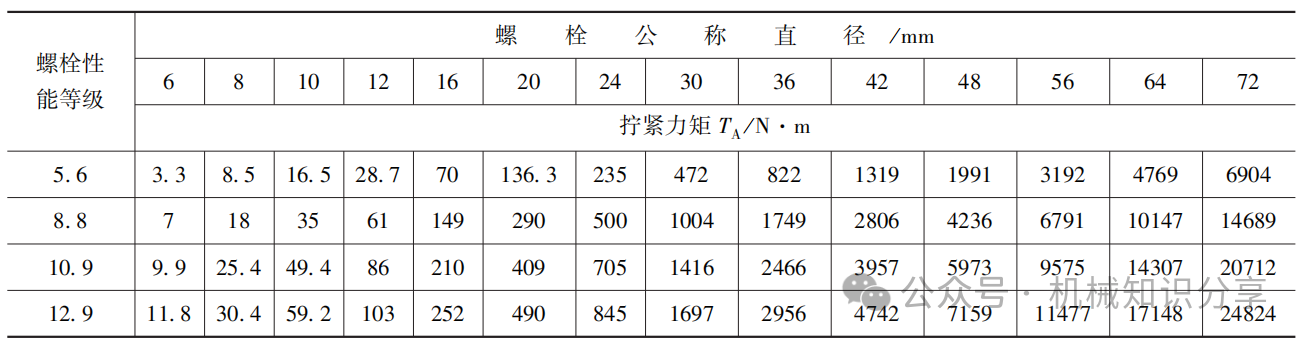
注:1.适用于粗牙螺栓、螺钉。
2.拧紧力矩允许偏差为正负5%。
3.预载荷按材料的 0.7σs计算。
4.摩擦因数μ=0.125。
5.所给数值为使用润滑剂的螺栓,对于无润滑剂的螺栓,其拧紧力矩应为表中值的 133%。