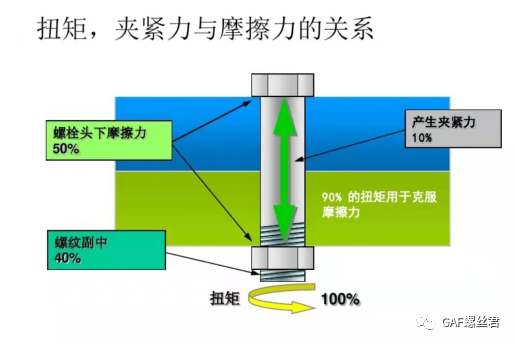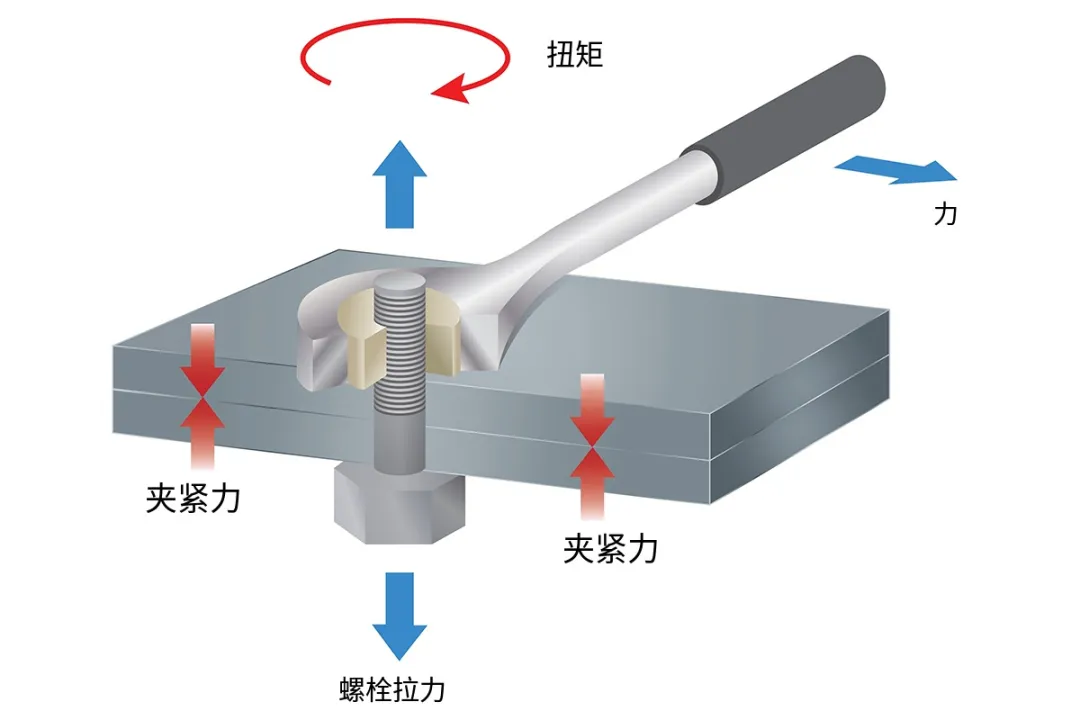
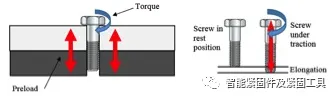
紧固螺栓的操作没您想象的那么简单。按额定扭矩拧紧的螺丝其本身不是适当紧固持久稳定性的保证。将两个部件接合在一起的力是螺栓连接的预紧力。预紧力会拉伸螺栓,是防止连接松脱的唯一力量。
在貌似拧紧螺栓的背后,有几个问题可能导致接头松动或损坏:
•螺丝和接头错位;
•摩擦力过大;
•孔堵塞;
• 螺栓连接过松;
•接头螺栓转错扭矩;
•用错螺丝;
•操作员犯错;
•用于紧固的拧紧工具或扳手有问题。
如何确保生产沿线的紧固质量?
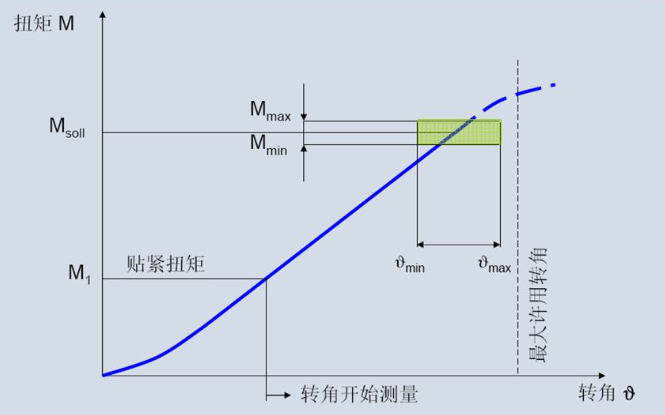
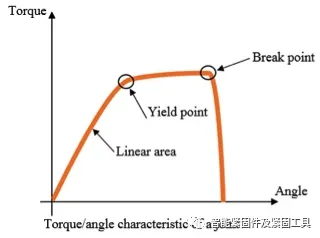
•了解螺栓联结的扭矩/角度特性;
•研究螺栓力学;
•使用提供正确紧固策略的拧紧工具或扳手;
•实施质量控制体系,在装配过程结束时检查紧固质量;
此外,生产沿线的关键拧紧点必须经过“认证”。紧固操作必须经过校准的工具执行, 并且必须跟踪紧固参数,与生产部件挂钩并存储在数据库中。
使用咔嗒扳手紧固
用咔嗒扳手紧固接头是最不精确也是最危险的方法。咔嗒扳手不提供扭矩的读数, 最终扭矩受咔嗒扳手使用者的影响。过扭矩的风险尤其高,不可能保证操作的重复性。
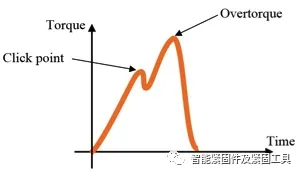
最后,所施加的扭矩值可能因操作员的不当处理而改变。

无扭矩控制的拧紧
用没有扭矩控制的拧紧工具打紧螺栓(电动、液压或脉冲拧紧工具),其扭矩比使用咔哒扳手更具可重复性。紧固不再受操作员的影响,施加扭矩值的精度取决于工具的可重复性。此系统仍然无法证明紧固是否成功。
带控制扭矩的拧紧
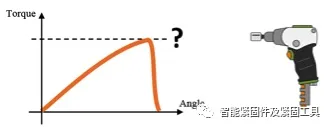
使用带扭矩测量的工具(带扭矩控制的电子扭矩扳手或拧紧工具)是迈向正确和“认证”紧固操作的第一步。操作员读取施加于螺栓的扭矩,并能立即意识到紧固是否正确结束。
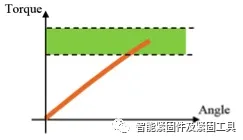
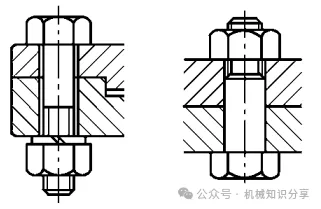
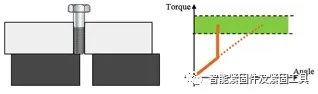
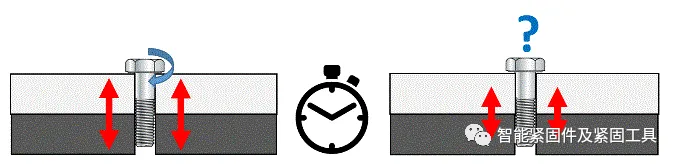
需施加所要的扭矩值,但不足以确保螺栓连接没有问题。在下面的示例中,达到了所需的扭矩值,但由于螺丝在螺纹内封死,接合处远未夹紧:
带控制扭矩和角度的拧紧
如果在紧固操作过程中,在施加扭矩的同时监测转角,由于螺栓被正确地拧紧和拉伸,我们可以确保紧固的质量。在紧固时增加角度参数会缩小接受域,消除前例显示的问题:
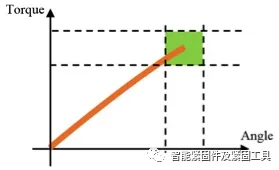
适当拉伸的螺丝会产生保持螺栓接合的预紧力。要实现扭矩控制和角度的紧固,必须使用带陀螺仪的电子扭矩扳手,或带扭矩控制和角度的拧紧枪。这些工具通常能将扭矩值导出或传输至数据库,用于数据的追溯性。
扭矩加角度紧固
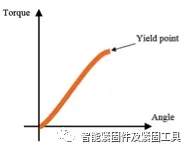
在某些应用中(例如汽车装配的临界紧固),您需要保证紧固超出螺丝的屈服点。要做到这一点,扭矩/角度的特征必须在屈服点之后仍有充分区域,以免断裂。所用专门螺丝的机械设计允许螺丝本身有较大的延伸率。这种紧固方案可望达到一定的扭矩值,然后继续监控螺丝的转角直至获得期望值。

为达到屈服点紧固,电子扭矩扳手或拧紧枪必须配备有自动识别屈服点的算法。
屈服点拧紧
在某些应用中(例如汽车装配的关键点紧固),您需要保证紧固超出螺栓的屈服点。要做到这一点,扭矩/角度的特征必须在屈服点之后仍有充分区域,以免断裂。所用专门螺丝的机械设计允许螺丝本身有较大的延伸率。这种紧固方案通过在接合处提供较大的预紧力,赋予螺丝最大的弹性效果,和较低的松脱风险。这样的耦合必须设计为在这些条件下工作。
为达到屈服点紧固,电子扭矩扳手或螺丝刀必须配备有自动识别屈服点的算法。
残余扭矩检查
正确拧紧螺栓是生产过程中必不可少的步骤。不论使用哪种紧固方案,都需进行这最后的一步来完成生产线的质量控制:测量残余扭矩。选择正确的紧固方案可确保螺栓连接按规格拧紧,但是紧固完成后螺栓会发生什么仍然未知。生产流程结束后螺栓连接处还留存了多少预紧力?
文章来源于网络,版权归原作者所有,侵删。