212
212
作者
陈平、黄波、刘艳兵、何叶伟、乐慧杰、赵东海(广州汽车集团有限公司汽车工程研究院,吉利汽车集团)
来源
www.chinafastener.biz/gb/news/21768.htm
摘要
保证螺纹紧固件装配质量的最常用方法是通过控制紧固件的扭矩来实现预紧力的控制。为了提高拧紧力矩的设定正确性及拧紧质量,通过制定拧紧力矩分析标准流程,采用Schatz多功能螺栓拧紧工艺分析系统,根据紧固件-扭矩/预紧力试验结果得出影响拧紧质量的各种参数值,给出拧紧扭矩的设计值以及拧紧策略的参考方案,为完善螺纹紧固件的拧紧扭矩开发提供参考。
螺纹紧固件在汽车装配过程中大量使用,新车型开发过程中无一例外地需要对整车螺纹紧固件的拧紧扭矩进行设定和分析,输出整车扭矩清单指导制造。目前,自主品牌主机厂对于新车型开发过程中的大部分螺纹紧固件的拧紧扭矩设定都是通过零部件供应商依据经验提供,或通过对标竞品车型逆向检测其静态扭矩得出,然后通过大量道路试验和耐久试验来分析其合格性和可靠性。
1、螺纹紧固件拧紧实质
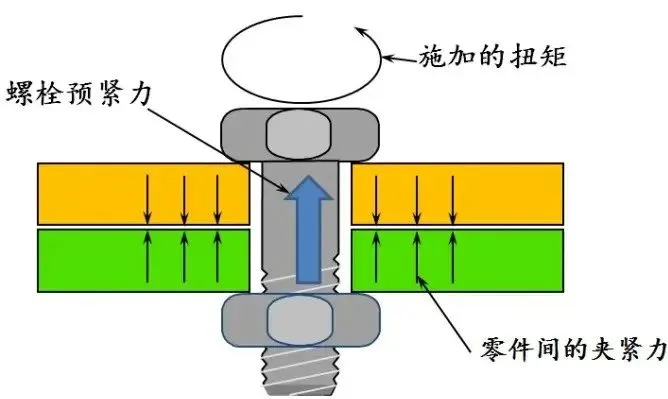
螺纹装配拧紧的实质是通过螺栓的预紧力将两个工件联接在一起,在螺纹联接中装配拧紧的质量保障是将螺栓的轴向预紧力控制在适当的范围内。因此,对预紧力的准确控制是保证装配质量的基础。
1.1 螺纹副之间联接状态
a.软联接。指联接件本身比较软或者联接件中间存在橡胶件等弹性元件,存在较大扭矩衰减;软联接螺纹副到达贴合点后,旋转720°以上才能达到目标扭矩。
b.硬联接。指联接件硬度比较大或刚性联接,一般扭矩衰减很少,可能还存在扭矩反冲;硬联接螺纹副到达贴合点后,一般旋转30°以内就可以达到目标扭矩。
c.联合联接。指介于软连接和硬联接之间的联接,也称为中性连接。
1.2 拧紧扭矩等级
依据对汽车的安全性、法规性、功能重要性的影响程度,参考(德)DIN2862汽车工业中拧紧设备的应用标准要求将汽车总装的装配扭矩分为三个等级(表1)。

表1 拧紧扭矩等级
拧紧等级A类主要用于安全系统、制动系统、动力总成、转向系统、燃油系统等重要连接场合;拧紧等级B类通常用于底盘件、下车体零部件、开闭件、电器及线束打铁点等较重要场合;拧紧等级C类通常用于内外饰、塑料件、车身重要附件、软连接性质等一般连接场合。
1.3 拧紧扭矩精度
依据当前汽车的法规性、生产工艺性,汽车总装的拧紧扭矩精度分为三级(表2)。
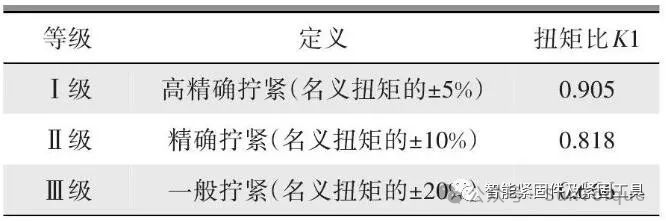
表2 拧紧扭矩精度等级
分析拧紧精度过程中,拧紧精度须与拧紧等级匹配。拧紧扭矩等级A 级与拧紧扭矩精度Ⅰ级、Ⅱ级匹配;拧紧扭矩等级B级与拧紧扭矩精度Ⅱ级、Ⅲ级匹配;拧紧扭矩等级C级与拧紧扭矩精度Ⅲ级匹配;指导制造部门根据拧紧精度要求合理选择拧紧工具。
a.拧紧扭矩精度为Ⅰ级时,扭矩精度标准偏差值设定为名义扭矩的±5%,偏差区间控制在0~±7.5%区间。
b.拧紧扭矩精度为Ⅱ级时,扭矩精度标准偏差值设定为名义扭矩的±10% ,偏差区间控制在±7.5%~±15%区间。
c.拧紧扭矩精度为Ⅲ级时,扭矩精度标准偏差值设定为名义扭矩的±20% ,偏差区间控制在±15%~±30%区间。
2、螺纹紧固件拧紧方法
目前主机厂主流用于螺纹拧紧的方法主要有扭矩法、扭矩-转角法、屈服点法三种。主要讨论基于扭矩法及扭矩-转角法的拧紧扭矩分析。
2.1 扭矩法
扭矩法是利用扭矩值与预紧力的线性关系进行控制的方法,采用该方法拧紧时,只对扭矩进行控制,操作简单。在螺纹联接拧紧过程中,其拧紧扭矩T 需克服被旋和螺纹间的摩擦扭矩以及螺母与被联接件(或垫圈)支承面间的摩擦扭矩,并使联接产生预紧力F0,计算如下。
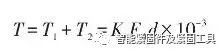
(1)式中,T1 为螺纹副上的摩擦力矩;T2 为支撑面的摩擦力矩;T 为拧紧力矩;F0 为螺栓轴向预紧力;d 为螺栓名义直径;Kt 为拧紧力矩系数。
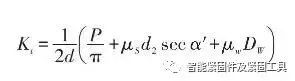
(2)式中,P 为螺距;α′为螺纹牙侧角;DW 为支撑面的等效直径;μS 为螺纹摩擦系数;μw 为支撑面摩擦系数。
从以上公式可知,扭矩法的计算方法受扭矩系数影响很大,影响扭矩系数的主要因素为螺纹副间摩擦系数和螺母支撑面与被连接件间支撑面的端面摩擦系数,初始预紧力的离散度随着拧紧时摩擦损耗等因素的控制程度而变化。所以两个摩擦系数的选取对拧紧扭矩的设定起着关键作用。此外,预紧力也受到联接件(螺栓、螺母、夹紧件)的几何形状、连接件的强度、紧固技术、紧固工具的影响。
该方法只控制施加的实际扭矩,是利用弹性区域内扭矩与夹紧力的线性关系进行拧紧控制的一种方法。通过控制拧紧扭矩间接地实施预紧力控制的扭矩法由于受到摩擦系数等多种不确定因素的影响,K 值是影响T 值(拧紧扭矩)的主要因素,导致对轴向预紧力控制精度低。
2.2 扭矩—转角法
扭矩—转角控制法的实质是控制螺栓的伸长量。螺栓拧紧过程中,在连接面贴合以后的整个弹性区域内,轴向预紧力与伸长量成正比,而螺栓的转角和螺栓伸长量也成比例关系,弹性区域内紧固转角与预紧力的关系如下。
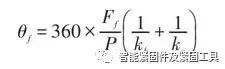
(3)式中,θf 为弹性区域内紧固转角;Ff 为弹性区域内预紧力;kb 为螺栓拉伸弹性刚度;kc 为被连接件压缩弹性刚度。该方法在螺栓规格确定的情况下,螺栓预紧力Ff 与摩擦系数没有直接关联,但受到起始扭矩的离散影响。虽然螺栓预紧力与摩擦系数无关,但与螺栓和被连接件的刚度有关;并且实施拧紧时的不同做法,如采取拧紧后松开再拧紧,分步拧紧等方式,都直接影响最终(装配)扭矩值的分布范围。
2.3 屈服点法
屈服点拧紧法的目标是将螺栓拧紧到屈服点区域,最大限度地发挥螺纹件强度的潜力。屈服点拧紧法最大的优点是将摩擦系数不同的螺栓均可拧紧到其屈服点,摩擦系数变差对于螺栓轴向预紧力的影响几乎可以完全消除,不受转角控制法的转角起始点的影响。预紧力精度可高达10%,但同时对螺栓的性能及结构设计要求极高,对应的拧紧工具价格极高,导致目前应用较少。但从技术角度看是目前最好的拧紧方法。国外一些高级汽车制造厂已经普遍采用矩—转角法的拧紧方法,并开始投入研究和发展屈服点拧紧方法的趋势。国内自主品牌制造商受制于技术及成本等原因,仍处于扭矩法的应用阶段。
3、扭矩开发流程
螺纹紧固件的扭矩开发流程如图1所示。
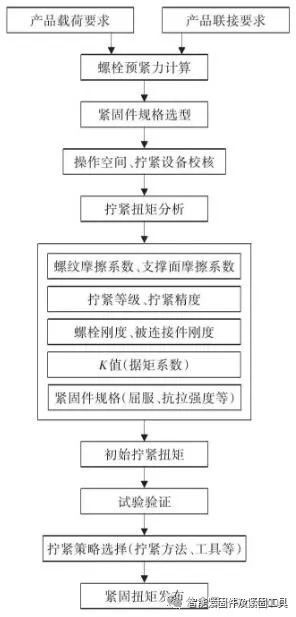
图1 扭矩开发流程
a.预紧力计算。根据产品紧固场合、设计要求、工作载荷及联接要求等综合因素(或CAE仿真分析)计算出理论预紧力值。
b.标准件选型。合理选择标准件规格,尽量选择国标件,减少非标件的使用。
c.拧紧空间校核。校核联接场合是否满足标准件的装配性。
d.拧紧扭矩计算。根据预紧力、紧固件规格、螺纹副联接状态等参数计算拧紧扭矩。分析摩擦系数、强度、拧紧精度、拧紧等级、连接刚度等相关因素与扭矩的匹配性。
e.试验验证。一方面通过实验室试验项目,通过各相关参数的试验数据验证拧紧扭矩的设定合理性。另一方面通过室外的道路试验、耐久试验验证扭矩的合格性及可靠性。
f.拧紧策略选择。根据联接场合、产量及成本、拧紧扭矩、拧紧等级、拧紧精度选择对应的拧紧方法、拧紧工具、拧紧方式。
针对各设计部门提供的扭矩清单中的紧固件进行分析,分析结果合格后汇编成整车扭矩清单,与各设计部门及制造部门会签审核通过后,再发布给制造部门作为总装重要工艺指标文件指导生产。制造部门根据整车扭矩清单里的拧紧等级、拧紧精度、扭矩值等参数合理选择拧紧工具、拧紧方法、装配工艺及扭矩质量检测方法。
文章来源于网络,版权归原作者所有,侵删


长按屏幕识别二维码
打开手机扫描二维码