

导读
作者:王宇晴(西北工业大学动力与能源学院,陕西西安710072)
来源:《技术与市场》2019年11月
摘要:在螺纹副连接结构中,螺栓与螺孔联结是一种常见的结构形式,对这种结构,以往的扭矩系数都是通过制作测试用螺母在实验室通过专用扭矩系数测试机进行测试,过程繁琐、周期长,并且测试螺母及工况与实际工件及工况差别也较大。阐述一种采用超声波测长仪测定螺栓与螺纹孔连接副扭矩系数的方法,实现在实际工况下测定扭矩系数,能够保证扭矩系数与实际工况有较好的符合性;此法也可用于螺栓与螺母连接副扭矩系数的测试。
引言
螺纹连接的主要结构有两种,一种是螺栓或螺柱与螺母之间的连接,另一种是螺栓或螺柱与螺纹孔之间的连接。
目前,对于第一种螺纹连接副扭矩系数,采用扭矩测长仪,按照国家标准GB/T1231技术要求进行测定,当然也可用本文所述方法;而第二种螺纹连接副扭矩系数,需要通过制作测试用螺母在实验室进行模拟测定,这种测试方法过程繁琐、周期长,并且测试螺母及工况与实际工件及工况差别也较大。
本文阐述一种采用超声波测长仪测量K系数的方法,即通过超声波测长仪测量螺栓拧紧后的伸长量ΔL,然后根据广义胡克定律计算得出螺栓载荷F,从而通过简单的计算即可获得符合实际工况的扭矩系数k。
测定方法的原理
1.1 理论基础
根据胡克定律:若施加的载荷使杆件的变形处于弹性范围内,则杆件的伸长量ΔL与杆件所承受的轴向载荷成正比。计算公式如下:

式(1)
式(1)中:ΔL为螺栓拉伸后的伸长量;F为螺栓所承受的载荷;L为螺栓工作状态下的有效长度;E为螺栓的弹性模量;A为螺栓的有效应力截面积。如果通过某种测量方法测得螺栓在拧紧后的伸长量,则根据公式(1),可得螺栓拧紧后所产生的轴向预紧力为:
式(2)
式(2)中,F:表示螺栓所承受的载荷(KN)。E:表示螺栓材料的弹性模量(MPa)。AAVE:表示螺栓的平均截面积(mm2)。x:表示螺栓拧紧后的伸长量(mm),本文所述试验测试采用超声波测长仪。LE:表示螺栓的有效长度(mm)。
式(3)
式(3)中,A:表示螺栓螺杆或螺纹截面积。L:表示螺杆或螺纹截面积对应的长度。
式(4)
上图中,CL:表示螺纹连接夹持长度;DX:螺栓或螺母和盲孔的附加长度;LE:有效长度(Effectivelength)。其中DX 为螺栓公称直径与相应系数乘积。相应系数与螺纹连接方式有关,螺柱与螺纹孔连接DX =d、螺柱与螺母DX =d、螺栓与螺纹孔DX =5d/6、螺栓与螺母DX =d四种连接方式对应不同的相应系数。
确定螺栓拧紧初始装配力矩T,可用数显力矩扳手或表盘式力矩扳手等精度较高的工具在装配现场拧紧螺栓;这里需要注意的是,在多个螺栓的拧紧过程中,必须按多次、交叉拧紧法进行拧紧作业,以防止螺栓受到工件附加变形的影响。螺栓紧固后,就可通过超声波测长仪获得螺栓的伸长量,并根据式(2)计算出螺栓所受载荷,计算得出螺纹连接副的扭矩系数k:
式(5)
上图中,k:表示螺纹连接副的扭矩系数。T:表示对螺栓施加的力矩(N·m),扳手力矩设定值。F:表示螺栓所承受的载荷(kN)。d:螺栓的公称直径(N·mm)。通过多次测量并取平均值,可较为准确地得到螺纹连接副的扭矩系数,同时也得出扭矩系数的标准差。
1.2 测定方法示意图
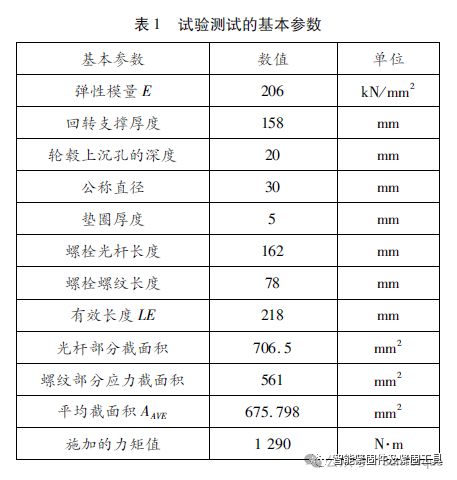
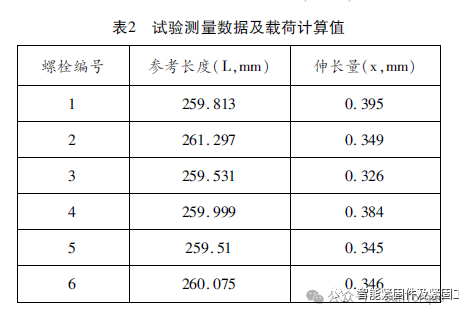
用超声波测长仪或游标卡尺测量螺栓的初始长度并分别做好记录,各相关参数见表1。将6个试验用螺栓螺纹部分喷涂摩力克牌D321R抗咬合剂,然后用手将各螺栓拧入螺纹孔,使螺栓头部与连接件贴合;将5%力矩精度的液压扳手,按交叉法用终拧力矩值(1290N·m)的30%、50%、100%分三次拧紧六颗螺栓,然后再用超声波测长仪测量各螺栓的伸长量如表2。现场试验结果数据整理如表3。根据式(2)、式(4),计算获得该部位的螺纹扭矩系数如表4。
对比已有专用铸铁螺母模拟测试的数据,其扭矩系数均值在(0.17,0.19)范围内可见,用超声波测长仪所测得的扭矩系数数据与实验室所测数据相差不大。采用此次测量的扭矩系数k=0.1892,计算该部位的螺栓的拧紧力矩约为1430N·m。采用同样的方法进行测量其伸长量,并计算获得其预紧力。
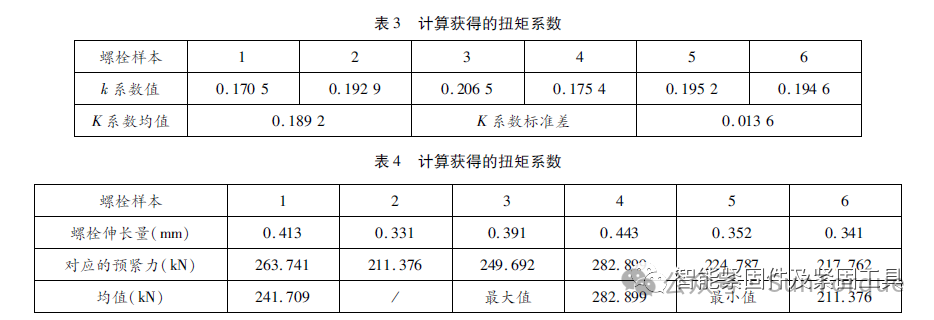
此部位的预紧力设计要求为252.5kN,测量获得的预紧力均值为241.709kN,其偏差为4.3%,所测量获得的预紧力偏差范围为(-16.3%,12.1%)。根据设计手册“用力矩扳手或定扭扳手控制预紧力,一般认为误差有±25%”。测量所获的预紧力偏差只要是螺栓材质、连接件螺纹加工表面粗糙度等差异引起的。此方法可用于指导现场实测螺纹连接副扭矩系数。
结语
采用超声波测长仪测定螺栓与螺纹孔连接副扭矩系数的方法,可在实际工况下测定扭矩系数,对于通过扭矩控制法实现设计预紧力的螺纹副装配工艺,能够保证扭矩系数与实际工况有较好的符合性,有效地解决了试验室进行扭矩系数测量带来的过程繁琐、周期长、测试螺母及工况与实际工件及工况差别较大等诸多问题。对本方法也可用于螺栓与螺母连接副间扭矩系数的测试。
文章来源于智能紧固件及紧固工具。



