1、螺栓预紧力(拧紧扭矩)计算
螺栓是机械上常用的紧固件之一,而螺栓的预紧力与使用性能有这密切的关系,螺栓预紧力关系到被连接件的紧密型和可靠性,过大或者过小的预紧力都会对连接质量产生影响。如螺栓预紧力过大,会出现超拧现象;螺栓预紧力过小,则保证不了连接强度与质量。
不过,螺栓预紧力本着物尽其用的原则进行计算,在材料性能允许范围呢,拧的越紧越不容易松动。
螺栓预紧力的计算主要考虑螺栓材料的屈服强度、被紧固件的螺纹牙型的强度(剪应力、弯应力)。
首先按照螺栓应力(屈服强度)来计算预紧力及扭矩,同时考虑到材料的许用应力要求,一般规定拧紧后螺纹连接件的预紧力不得大于其材料屈服强度的80%,对于一般连接用的钢制螺栓,推荐的预紧力如下:
碳素钢螺钉预紧力Fo=(0.6~0.7)×σ×As
合金钢螺钉预紧力Fo=(0.5~0.6)×σ×As
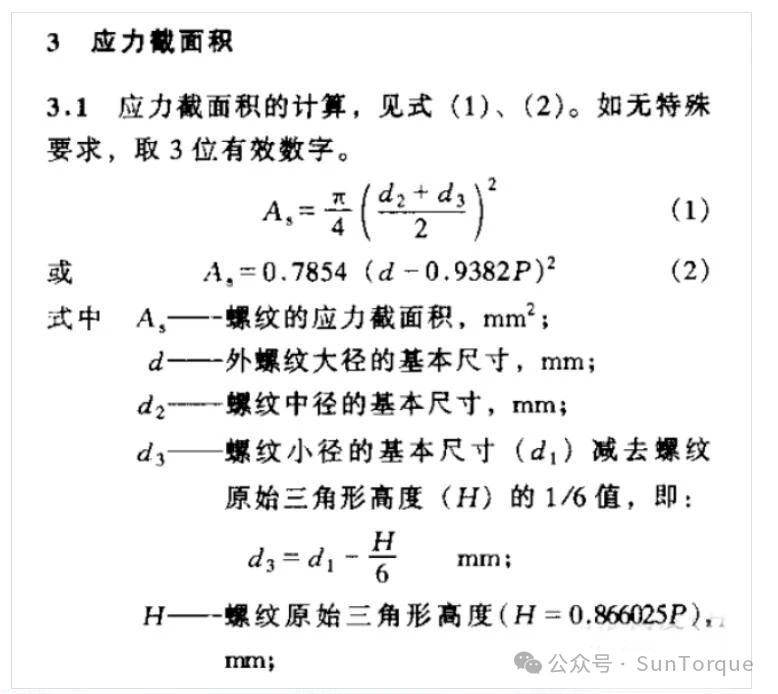
式中σ是指螺钉材料的屈服强度,As是指螺钉应力截面积。
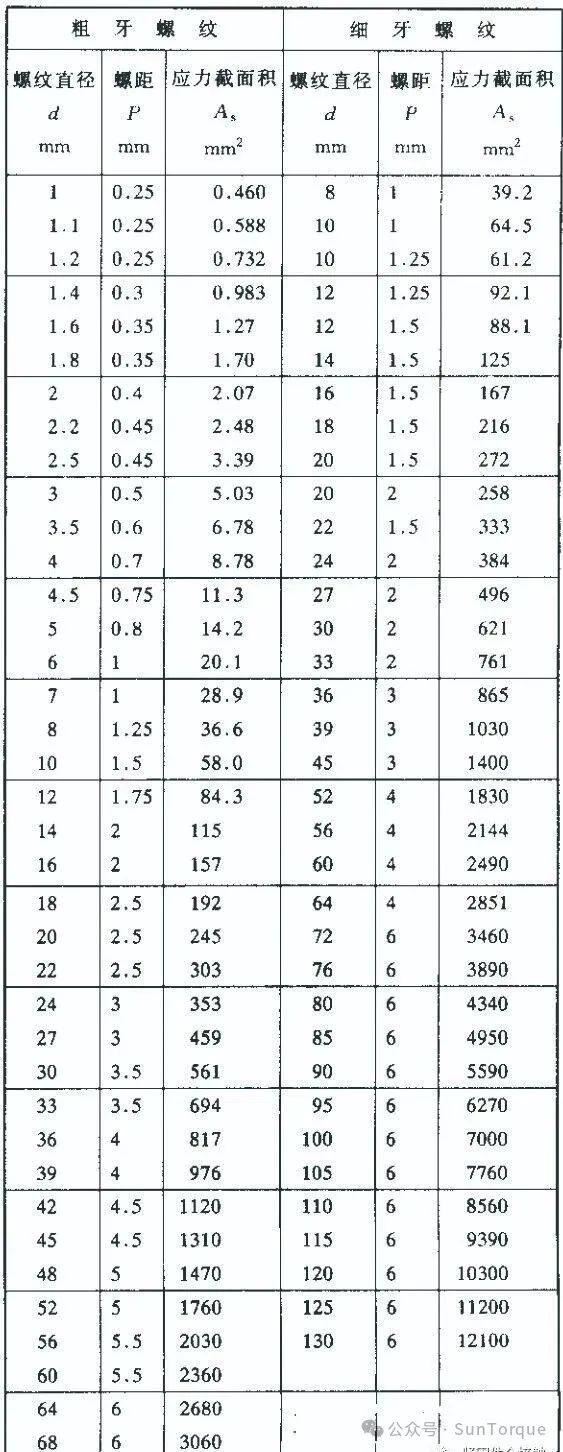
螺钉应力截面积计算方法如下:
至此螺栓预紧力已计算出来,下面根据预紧力计算螺钉拧紧扭矩。
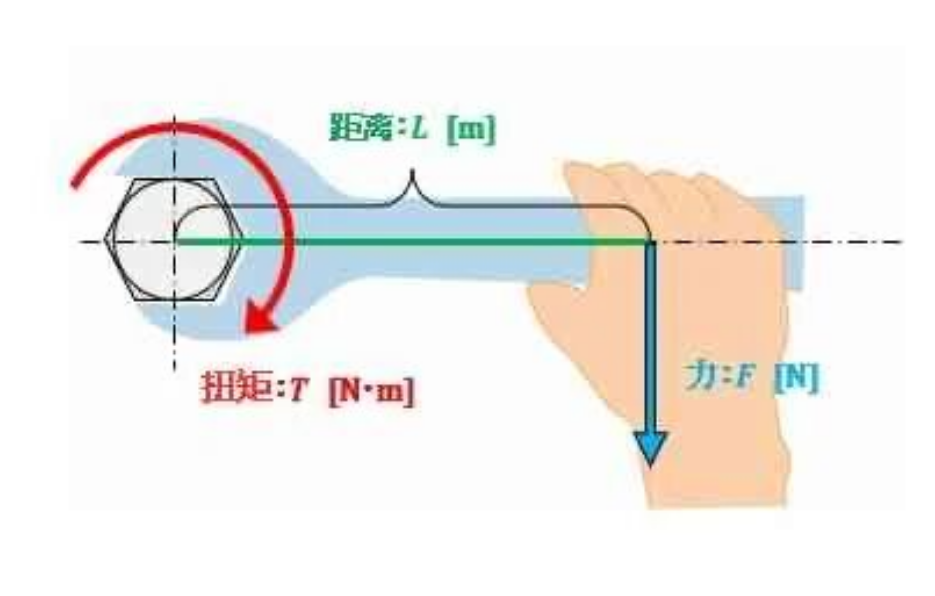
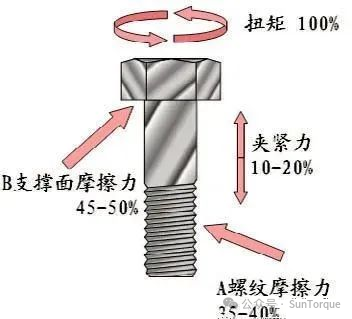
螺栓拧紧时,力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2,即T=T1+T2,根据摩擦力计算公式f=μN,并简化模型计算,可采用右侧经验公式来计算扭矩,即T=K×Fo×d,其中K是拧紧力系数、d是螺纹公称直径、Fo是预紧力。
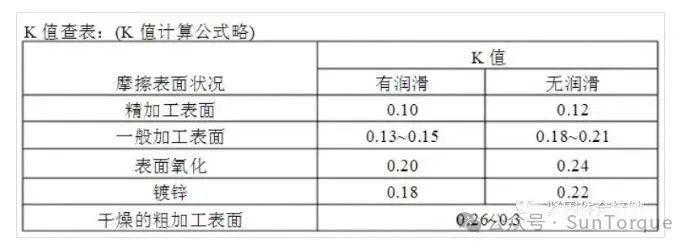
拧紧力系数K与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。而这些参数的取值都比较复杂,要准确地计算出K值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。一般情况下的K值,可参考下表中的数据。
预紧力的大小,除了受限于螺钉材料的强度外,还受限于被联接件的材料强度。当内外螺纹的材料相同时,只校核外螺纹强度即可。对于旋合长度较短、非标准螺纹零件构成的联接、内外螺纹材料的强度相差较大的受轴向载荷的螺纹联接,还应校核螺纹牙的强度。如某型产品弹性元件的固定,因螺钉连接的基材是铝合金,其强度远低于优质碳素结构钢的强度,就应校核铝合金上螺纹牙型的强度,主要是螺纹材料的剪应力及弯应力。
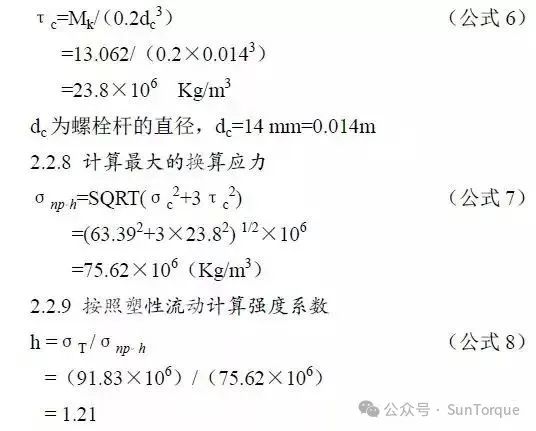
下面以12.9级M10的内六角圆柱头螺钉为例,分布计算,看看此螺钉的拧紧扭矩是多少。
12.9级M10的内六角圆柱头螺钉,屈服强度σ为1080MPa,螺钉应力截面积As为58mm²,带入下式:
12.9级M10的内六角圆柱头螺钉预紧力:
Fo=(0.5~0.6)×σ×As=(0.5~0.6)×1080×58=31320N(取小值0.5)
12.9级M10的内六角圆柱头螺钉拧紧力矩:
T=K×Fo×d=0.22×31320×10/1000=69Nm
2、螺栓预紧力的选用
(1)螺栓预紧力的选用
螺栓作为重要的联接件,在总成件安装时必须拧紧,在联接承受工作载荷之前,预先受到力的作用,这个预加的力就是预紧力,预紧的目的是为了增强连接的可靠性和紧密性,防止总成安装件在工作的时候,受到力的作用,各联接件之间出现缝隙或相对滑移。所以在总成件的设计中,必须对预紧力的大小进行规范设计。
1.1 合理选用预紧力
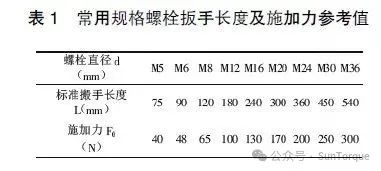
在专业的螺栓紧固件装配中,一般都配有标准扳手,不同的直径规格的螺栓使用不同长度的扳手,扳手长度为螺栓直径规格的15 倍左右,在这个基础上使用专业的力学工具可以体现准确的拧紧力矩,达到可量化的预紧力,对于一些关键件和重要件尤为重要。一旦使用大规格长扳手拧紧小规格的螺栓,往往会造成过拉紧,破坏零件本身使整个连接结构失效。
在拧紧螺母时,两个或者多个零件被压紧,零件自身被压缩,就像弹簧的压缩变形一样,在螺母和螺栓与装配件之间的接触表面零件自身会产生很大的力,这个力会使得螺栓发生拉伸变形,经计算该应力是简单的轴向拉力的1.3 倍,螺栓产生的拉应力超过材料的强度极限时,螺栓就被拉断了。
仅通过操作者的经验进行螺栓的紧固,对于批量生产的产品是非常不科学的。对于长扳手拧紧小螺栓时,更应该注意预紧力的大小,避免发生过度预紧的现象。使用标准扳手时,实力大小可参照下表:
1.2 常用规格螺栓的扭矩值
表2 列出了部分常用规格螺栓不同性能等级所对应的紧固扭矩值。
对于设计人员来说,该连接处的预紧力需要多大,才能既达到零件的工作要求,又不大于螺栓的安全应力,这就需要计算出该处所需的应力最小值,以此数值来选用合适的螺栓紧固件。施加于螺栓紧固件上的预紧力,上限值取决于螺栓紧固件的屈服极限,下限值取决于满足工作需要所需提供的最小预紧力。
3、控制螺栓预紧力的五大诀窍
方法1、通过拧紧力矩控制预紧力
拧紧力与螺栓预紧力呈线性关系在,控制了拧紧力矩的大小,就可以通过实验或理论计算的方法得到预紧力值。但在实际中,由于受摩擦系数和几何参数偏差的影响,在一定的拧紧力矩下,预紧力变化比较大,故通过拧紧力矩来控制螺栓预紧力的精度不高,其误差约为±25%,最大可达±40%一般来说,控制区拧紧力矩精度较高的工具是测力矩扳手和限力扳手。
方法2、通过螺母转角控制预紧力
根据需要的预紧力计算出螺母转角拧紧时量出螺母转角就可以达到控制预紧力的目的。测量螺母转角最简单的方法是刻一条零线,按鲁母转过几方的数量来测量螺母角,螺母转角的测量精度可控制在10°-15°内。
方法3、通过螺栓伸长量控制预紧力
由于螺栓的伸长量只和螺栓的应力有关,可以排除摩擦系数、接触变形、被连接件变形等可变因素的影响。所以,通过通过螺栓伸长量控制预紧力可以获得很高的精度,此种方法被广泛应用于重要场合螺栓连接的预紧力控制。
方法4、通过液压拉伸器控制预紧力
使用液压拉伸器给螺栓施加拉紧力,使螺栓伸长,然后旋合螺母,待卸下载荷,由于螺栓收缩就可在连接中产生和拉力相等的预紧力。此种方法可以提高预紧力的控制精度。液压拉伸器给螺栓施加预紧力时没有摩擦力,故该方法适用于任何尺寸的螺栓,而且可以给一组螺栓同时施加预紧力,均匀压紧螺母和垫片,不致出现倾斜而影响预紧力的精确控制。
方法5、利用转角控制预紧力
利用拧紧力矩与转角的关系控制预紧力就是给螺栓施以一定的力矩,然后使螺母转过一定的角度,检查最后的力矩与转角是否满足应有关系,以避免预紧不足或预紧过度。
控制预紧力的力矩转角法为:首先用拧紧力矩控制拧紧过程,直到拧紧力矩值达到足够保证螺母、螺栓和被连接件真正贴紧为止,这时方能开始测量螺母转角,然后用螺母转角和拧紧力矩同时控制拧紧过程。此种方法是利用拧紧力矩和螺母转角给出的信息,可精确控制螺栓的预紧力,并能发现安装过程中可能出现的拧紧不足或拧紧过度现象。
文章来源于网络,侵删