1.人工检测的扭矩值与机器显示值不符
这个问题出现的机率最多,可分为两方面来讨论:
(1)人工检测的扭矩值大于机器显示值
由于当前通常检验扭矩的方法,基本上均采用事后法中的紧固法,由于各方面的因素,其误差可能在-5——+25%之间,即人工检测的扭矩值可能大于机器显示值的+25%,尤其是在采用指针式扳手时,除了扳手本身的固有误差外,可能还会混有零点定位误差、操作人员的视觉误差等,这些都会增大误差值。
(2)人工检测的扭矩值小于机器显示值
采用紧固法检验,其误差有-5%的可能性,这虽然也是一个方面,但在对于高弹性系数,且控紧后即行检测的扭矩值,负值误差的机率极少。根据实际经验,出现人工检测的扭矩值小于机器显示值的情况,分别如下:
🔺拧紧后时间较长(超过半个小时),尤其是上午拧的下午检验。实践证明,这种情况的检验有可能会低10%左右。
🔺工件本身有问题。
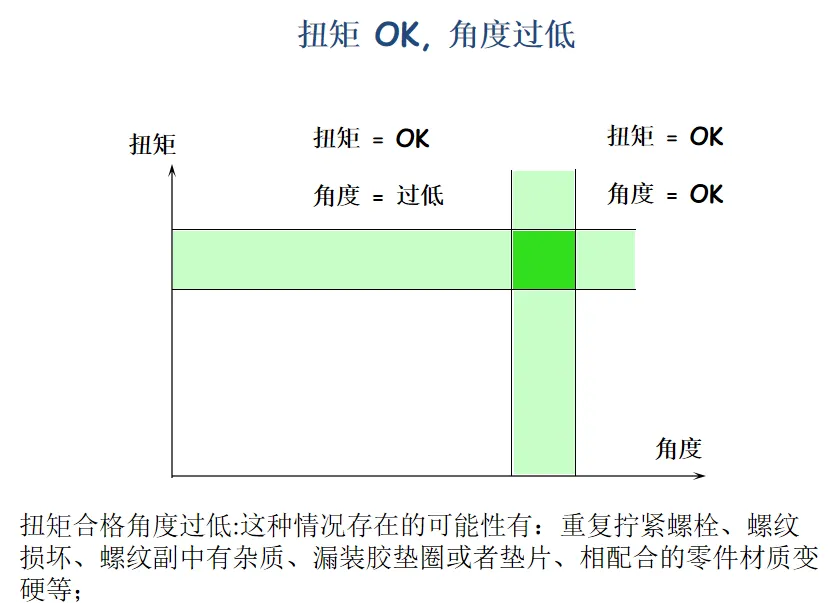
2.拧紧扭矩值偏大(转角未达到设定值)
这个问题基本上都出现在工件、垫片和螺栓上。
(1)对于工件:主要是工件的螺纹不好或螺孔内有异物,使螺纹接触面摩擦阻力增大所至。
(2)对于垫片:尤其是带有弹簧垫片或带定位点的平垫片对其的影响较大扭紧靠座后,弹簧垫片(或带定位点的平垫片) 可能会随螺栓旋转所产生的摩擦阻力增大所至。
(3)对于螺栓:主要是螺纹不好,还有一点就是螺栓未按规定处理(蘸油)或把本来涂的油清洗掉了也会出现此现象。
(4)其它原因:进行了两次拧紧。
3.拧紧扭矩值偏小(转角已达到设定值)
控紧扭矩值偏小的问题多半是出在螺栓上,其主要原因是螺栓的质量不好(屈服点较低)。当然,从理论上来讲,工件的螺孔过大,螺栓螺纹直径偏小也会出现这种情况,但在实际生产中,这种情况出现的机率极小。
文章来源于制造质量,侵删。