326
326
二、断裂
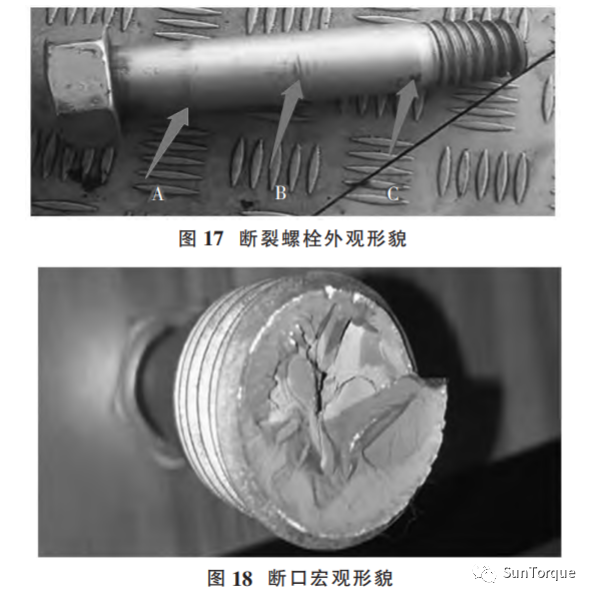
(1)失效案例。该螺栓规格为 M36×225,性能等级10.9级,材质 42CrMoA。断裂螺栓外观、断口宏观形貌如图17、图18;断裂螺栓的另一段旋合在设备基体内螺纹孔中,经专业钳工采取特殊手段艰难取出。
(2)原因分析。断裂螺栓经化学成分、低倍、晶粒度、非金属夹杂物、显微组织、脱碳、机械性能等全面检测,符合GB/T3077—2015、GB/T 3098.1—2010等标准规定,其中,抗拉强度Rm为1068MPa。
看了图18的断口宏观形貌后,很多人会简单地判定为该案例是由于材料内部存在裂纹,螺栓由材料内部裂纹缺陷引起失效,其实不然。
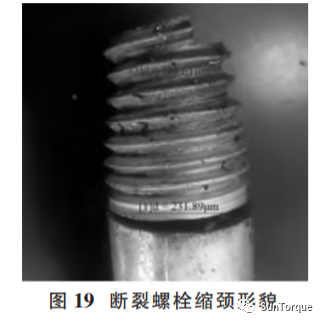
这是一例典型的超拧过载断裂案例,图17中 A、B、C 三处有明显的扳拧挤压痕迹。据现场断裂螺栓拆取人员介绍,设备基体的光孔与螺孔严重不同轴,两孔轴心线偏离至少2mm。另外,在螺栓抗拉强度1068MPa的情况下,断裂部位缩颈明显(如图19),充分说明了过载的严重程度。
综上分析,在螺孔与光孔严重不同轴的情况下安装,当螺栓无螺纹杆部与光孔严重干涉无法拧紧时强行扳拧,使螺栓承受过载的拉伸、扳拧扭力以及干涉剪切等综合作用,最终导致螺栓断裂。
(3)预防措施。螺栓过载断裂的案例比较多,预防措施应根据具体的原因而定。就本案例而言,对法兰连接用螺栓应采用十字交叉法多步紧固的方法,尽可能减小螺孔与光孔同轴度的累计误差。
(1)失效案例。该案例为某风力发电机组因塔筒连接螺栓发生断裂导致了倒塌事故,断裂螺栓为:直径规格M36、性能等级10.9级材质 42CrMoA。
(2)原因分析。现场勘察时发现有4颗螺栓的断口上存在与螺栓轴向大致垂直的断裂面,为首断裂件(如图20);其他断裂螺栓断口均比较粗糙,存在明显的弯曲变形和塑性变形特征,为后断裂件。
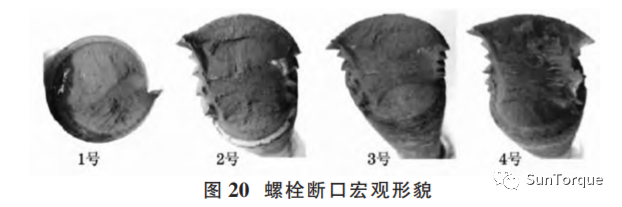
观察图20螺栓断口,特征基本相似,断口上均包含了两个特征比较明显的区域,一部分断口大致与螺栓轴线垂直,相对比较平坦、细腻,为断裂起始区域;另一部分断口较为粗糙,断面大致与螺栓轴线成45°角,具有剪切特征,为最后的一次性瞬断区域。
扫描电镜形貌观察结果显示,4个断口上相对平坦的区域均存在疲劳辉纹,与螺栓轴线成45°角的区域断口形貌为韧窝。可见该案例螺栓属于疲劳断裂。
(3)预防措施。螺栓的疲劳断裂一般都与预紧力或螺栓松动有关。导致螺栓松动的原因较多,如:设备运行过程中的振动、高低载荷变化、冲击,以及安装时预紧力过低未采取适当的防松措施、装配不当等。所以,预防螺栓疲劳断裂的措施关键在于严格执行安装规范。
(1)失效案例。该案例螺栓为:直径规格 M36、性能等级10.9、材质42CrMoA。生产工艺流程为:原材料退火→锯料→平头倒角→润滑→缩径→热锻→六角头倒角→调质处理→校直→滚丝→表面处理。
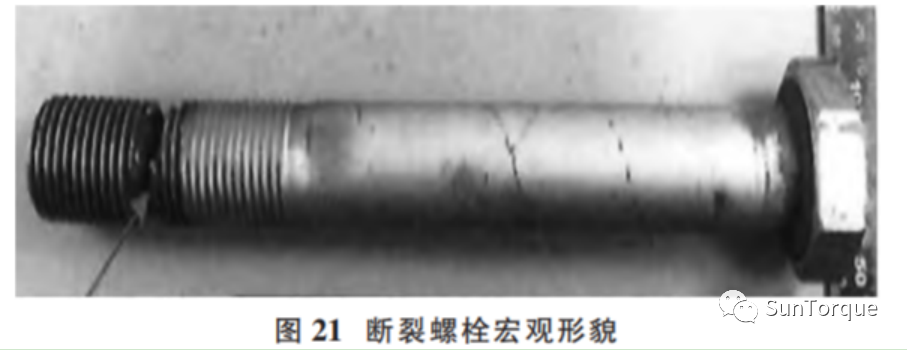
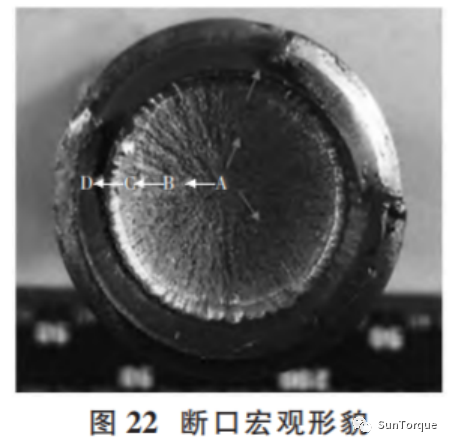
断裂螺栓宏观形貌如图21,断口宏观形貌如图 22。
(2)原因分析。对材料化学成分、螺栓机械性能进行全面检测,均符合GB/T 3077—2015、GB/T 3098.1— 2010 等标准规定。
断口宏观形貌如图22,将断口分为 A、B、C、D 四个区域分析,可见 A、B、C 三个区域断面平齐,有明显放射线,收敛于A区;D区与螺栓轴线大致呈45°角,为剪切唇区。裂纹起源和扩展方向如图中箭头所示。
断口金相试样低倍形貌如图23、图24所示。
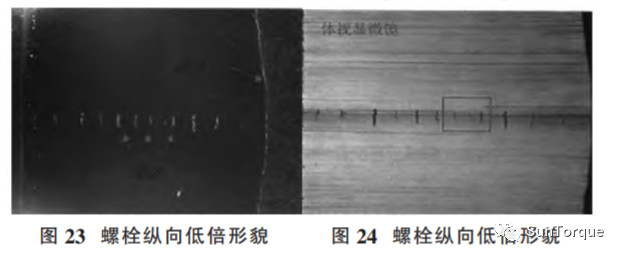
图25为断裂螺栓末端纵截面取样位置及纵截面宏观形貌,可见在距离末端第3扣螺纹对应位置内部存在横向裂纹。
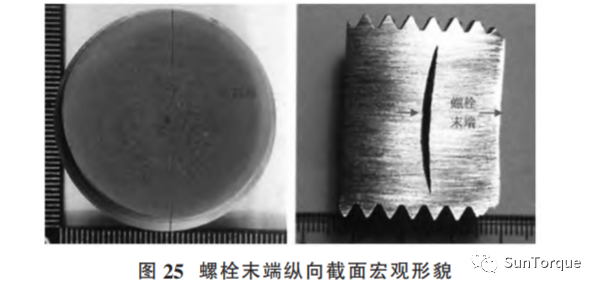
螺栓断裂发生在螺纹部分,而且螺栓螺纹坯径是通过缩径完成,再从断口金相分析来看,这是典型的竹节状缩径裂纹特征,可能造成缩径裂纹的直接原因是材料退火不充分、不均匀。
螺栓缩径是一个冷变形过程,对合金结构钢(35VB除外,因为35VB是免退火材料,具有良好的冷变形性能)和含碳量在0.30%以上的碳素结构钢而言,缩径之前应对原材料进行球化退火处理, 以便得到强度、硬度较低,塑性较好的粒状珠光体。
如果原材料退火不充分、不均匀,原材料的强度、硬度较高,在带状分布的片状珠光体组织状态下进行缩径,就会产生较大的变形应力,这种内应力作用下在材料内部产生微裂纹。后期进行淬火处理时,由于过冷奥氏体向马氏体转变产生相变应力,中心区微裂纹势必会向四周扩展,同时,内裂纹被挤压,张开,形成图25所示“月牙形”内裂纹。
(3)预防措施。对该类失效形式最直接的预防措施是改缩径为车削加工。当然,考虑生产效率因素要采用缩径工艺,以及采用冷拔、冷镦作业时,必须加强原材料的退火工序控制,而且保证退火的充分性、均匀性。
(1)失效案例。滑扣是螺栓比较常见的失效形式,案例较多,这里不再一一列举。
(2)原因分析。就螺栓本身质量来说,螺纹脱碳是引起螺栓滑扣的最主要原因,但随着近20年来紧固件技术的进步,高强度螺栓普遍采用有气氛保护的托辊式网带炉热处理生产线,并且螺纹加工都在调质热处理之后,这就有效地解决了螺纹脱碳问题。
所以,目前所见螺栓滑扣大都与安装施工有关系;具体要根据实际失效形式以及安装施工过程进行分析。
(3)预防措施。螺栓滑扣失效,对螺栓制造者来说,重点是采取热处理过程气氛保护、先热处理后滚压螺纹等工艺手段防止螺纹脱碳;而对螺栓使用者来说,重点是严格按照安装施工规范作业并加强对现场螺栓的保护。
对碳钢紧固件来说,螺纹发生咬死的主要原因是螺 纹毛刺等缺陷。下面重点就不锈钢螺纹咬死进行分析。
(1)失效案例。螺纹咬死后剖切开的形貌如图 26 所示。
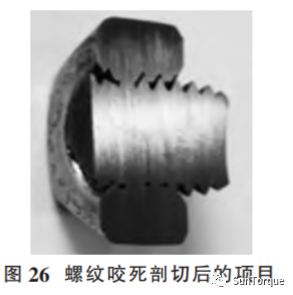
(2)原因分析。为了探明不锈钢螺栓、螺母螺纹发生咬死的原因,利用线切割将发生咬死的试样沿螺栓轴线切开,对咬死后螺牙损伤形貌进行观察,内外螺纹连接处在激光共聚焦显微镜下的形貌如图27,可见,内外螺牙均发生严重磨损,有的螺牙在高度方向上磨掉约70%,并且磨屑在配合螺牙间堆积,成为一个整体。

将剖切试样的螺栓部分与螺母部分分开离,螺栓和螺母的典型损伤形貌如图28。可见,螺栓与螺母都发生了严重磨损,螺牙存在撕裂现象,磨屑在螺牙间堆积,对螺纹的旋入和旋出产生了阻塞作用,使得螺纹彻底咬死。
将剖切试样的螺栓部分与螺母部分分开离,螺栓和螺母的典型损伤形貌如图28。可见,螺栓与螺母都发生了严重磨损,螺牙存在撕裂现象,磨屑在螺牙间堆积,对螺纹的旋入和旋出产生了阻塞作用,使得螺纹彻底咬死。
快速预紧和快速拆卸引起的螺牙间高温导致不锈钢螺牙表面发生严重黏着磨损;黏着磨损产生的磨屑在螺牙间堆积,阻碍了螺牙的旋合过程并最终引起咬死。
(3)预防措施。减小预紧和拆卸速度可降低螺牙间温度,从而减轻黏着磨损,降低不锈钢螺纹发生咬死的概率。涂胶可通过降低螺牙面的摩擦系数降低螺牙间温度,从而防止不锈钢螺纹连接发生咬死的现象。
来源:《机电产品开发与创新》2022年1月,侵删。


长按屏幕识别二维码
打开手机扫描二维码