428
428
质量问题的产生原因通常有人、机、料、法、环、测等六个方面,所以本文将从相关的主要影响因素分类阐述。
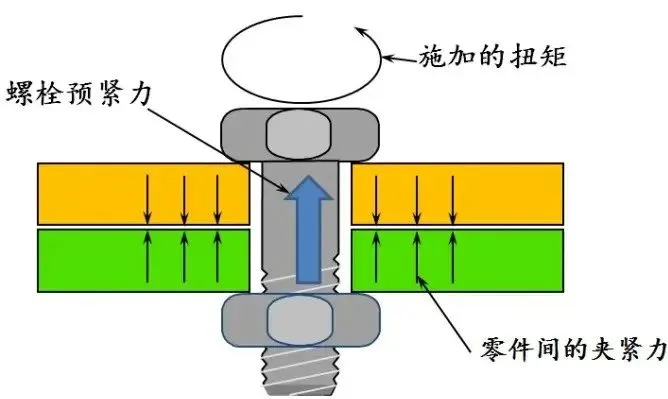
操作者在螺栓装配过程中的不正确操作,经常会引起假力矩(即力矩满足工艺要求,实际的夹紧力不足),造成螺栓联接的失效。
由于传统的判断螺纹联接质量的方法是测量设备拧紧后的力矩,此类错误很难被发现。这时,就需要发挥拧紧曲线的作用了。
如图3所示,MA是产品力矩,1是正常的拧紧曲线,2与1相比,力矩在起始阶段就迅速增高,原因是操作者并没有将螺栓垂直的旋入工件,螺栓相当于一个丝锥,重新在螺纹孔攻丝,此过程的巨大摩擦力产生了力矩达到产品要求的假象,所以这个拧紧过程是不合格的。
如图4所示,螺纹联接采用转角拧紧法,MS是起始力矩,2与合格曲线1相比,2在角度拧紧过程中出现了一段力矩随转角无明显增大的部分,
原因可能是,操作者在转角阶段并没有使拧紧设备静止不动,而是使设备在旋紧螺栓的方向上一起旋转,设备驱动套筒虽然旋转了要求的角度,但是其与螺帽之间并无相对运动,也就没有产生要求的预紧力,所以这个过程也是不合格的。
由拧紧设备引起的拧紧质量问题主要是由于设备的机械装置设计不当或磨损引起的。在自动拧紧设备中,设备驱动套筒的磨损,或设备中用于在拧紧过程中给螺纹件施加轴向力的压紧弹簧的塑性变形,会导致拧紧过程中套筒与螺帽脱开,如果发生在转角阶段,将造成预紧力的不足。
如图5所示,在转角拧紧阶段,力矩突然下降到接近于0。而设备定位尺寸如果设计不当,会导致与图3类似的假力矩。
由螺纹件,被联接件引起的质量问题,一般有两种,一种是由于零件的尺寸出现误差所引起的,另一种是因为零件的摩擦系数出现问题所引起的。
如图6所示,曲线2与合格曲线1相比,起始阶段虽然力矩没有出现异常,但是,曲线2从开始拧紧,到螺栓端面与被联接件接触所经过的转角明显减小,而且2的斜率明显大于1,可能是螺栓所要拧入的螺纹孔孔深不足造成的。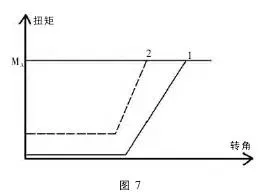
如图7所示,曲线1和2哪个合格,需要经过具体分析,假如螺纹件没有采取任何防松措施,也非自攻螺钉,那么 1是正常的,造成2旋入力矩过高的原因,可能是螺栓的直径过大、螺母的直径过小、螺纹有损伤、螺纹中有杂质、涂层过厚等。
如果说螺母采取了防松措施,如压合防松、或螺母中有防松的塑料环等,那么曲线2是正常的,而1是不正常的,可能是螺母重复使用等原因所引起的防松措施失效。
图8的拧紧曲线出现了齿状波动,这是由于螺栓的表面涂层粗糙,或被夹紧件的表面喷漆不合格造成的。
拧紧时滑动摩擦与静摩擦交替出现,这种拧紧问题,一方面会严重的破坏拧紧设备,另一方面瞬时峰值力矩虽然达到了产品力矩要求,但螺纹副中的夹紧力并没有达到要求。
拧紧方法一般分为弹性拧紧法与塑性拧紧法,由于夹紧力对摩擦系数非常敏感,摩擦系数的变化,可能使设计为弹性拧紧的螺纹件被拧紧到塑性变形区,设计为塑性拧紧的螺纹件未拧到塑性变形区,这些都只有通过拧紧曲线才能发现。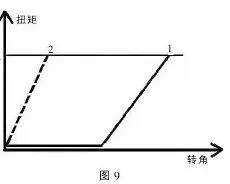
另外,如图9所示,曲线2没有经过旋入的过程,力矩就直接上升到产品力矩,这可能因为设备拧紧前,先用其它设备预紧了。但是,显然预紧力矩太高,不利于前面所描述的假力矩的发现。
通过前面的论述,可以看出拧紧曲线在评价螺栓拧紧质量和分析质量问题等方面确实有着传统的拧紧质量检验方法所不具备的种种优势。
但是,拧紧曲线的采集,需要先进的拧紧设备,投入较高;同时对拧紧曲线的评价是需要具有多年经验的高素质人员。所以此方法各汽车制造企业可以根据不同的情况适时采用。
文章转载于网络


长按屏幕识别二维码
打开手机扫描二维码