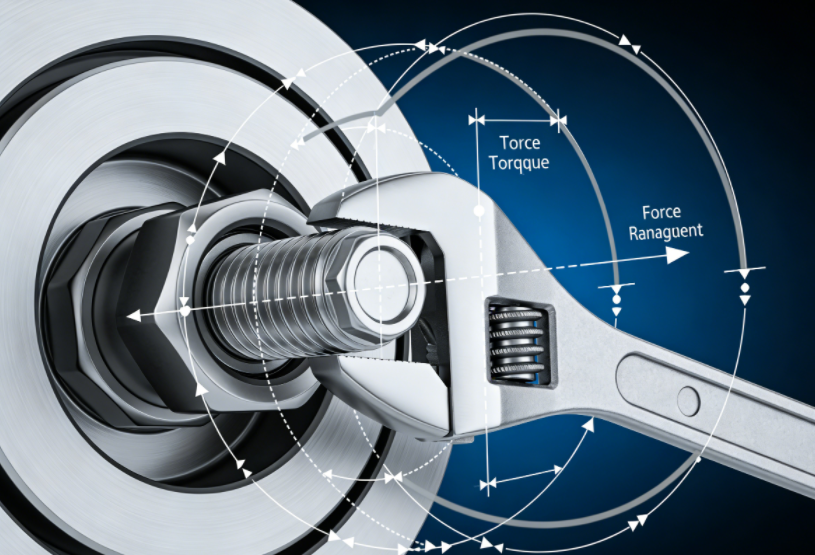
螺栓作为一种常见的紧固件,在装配行业有着十分广泛的应用。因为螺栓连接具有易标准化、可批量生产、构造简单、成本低、安装方便、 易拆卸等优点,所以螺栓连接技术一直占据着非常重要的江湖地位。但是其缺点是,在振动、冲击、负载波动和温差过大的条件下,螺栓连接容易松动并引起机械故障。
因此在选择螺栓连接时,除了要考虑螺栓的材料、性能和用途外,还应考虑如何防止松动,这也是螺栓选择的重要方面。所以对于重要的螺栓连接,还应指定所需的预紧力,选用可靠的拧紧工具,制定科学的拧紧策略和拧紧工艺,因为这些因素都与螺栓连接的可靠性有着密切的关系。
深度剖析整个螺栓装配过程,我们会发现螺栓装配工艺中常见的:浮锁、拧斜、滑牙等痛点会直接导致预紧力不足,然后设备在使用过程中因振动、高低荷载变化、冲击或者长期处于工作状态时,螺栓就容易产生松动现象,直接影响设备的运转性能并降低其安全可靠性,轻者影响设备的正常工作造成经济损失,重者会影响人身安全。所以,螺栓装配质量至关重要!常见螺栓装配痛点引起了越来越多的用户关注。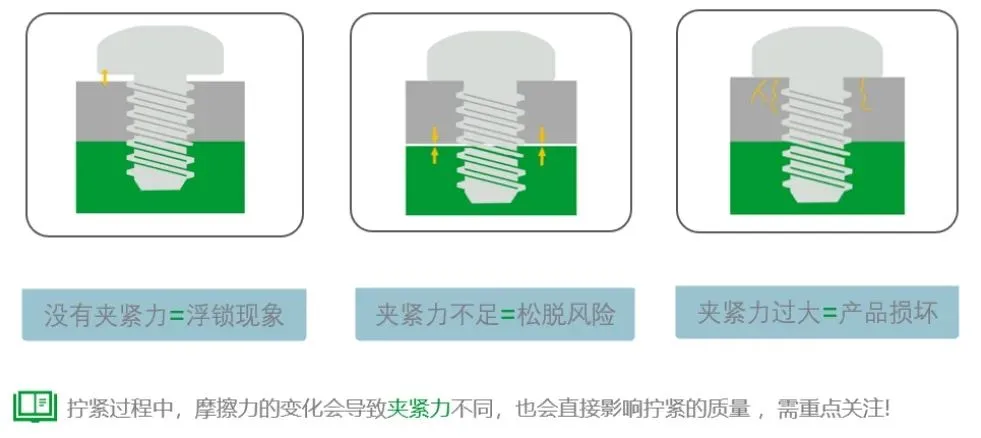
螺栓装配质量中常见的“痛点”
1. 导致螺栓“浮锁”的原因:
🔺产品孔径的变化
🔺螺栓直径的变化
🔺螺牙毛刺或防松胶
🔺产品 & 孔径对孔偏移
🔺下压力不足·目标扭矩不合理
🔺拧紧策略需优化
解决方案及思路:
🔺曲线分析发现失效原因
🔺针对性改善不良因素
🔺角度监控策略发现拧紧失效
🔺摩擦力控制策略 - 避免浮锁
🔺夹紧力控制策略 - 避免浮锁
2. 导致螺栓“拧斜”的原因:
🔺拧入过程中螺丝偏斜
🔺产品 & 孔径对孔偏移
🔺拧紧工具垂直性差
解决方案及思路:
🔺定制夹嘴保证螺钉垂直
🔺平衡臂辅助保证工具垂直
🔺定制机构模组保证工具垂直
🔺角度监控策略发现拧斜失效
3. 导致螺栓“滑牙”的原因:
🔺螺丝孔径偏大
🔺螺丝直径偏小
🔺目标扭矩设置不合理
解决方案及思路:
🔺曲线分析发现失效原因
🔺角度监控发现拧紧失效
🔺拧紧时间监控发现拧紧失效
🔺摩擦力控制策略 - 避免滑牙
🔺夹紧力控制策略 - 避免滑牙
4. 导致螺栓“螺帽损伤”的原因:
🔺螺丝批头不匹配
🔺螺刀垂直性不好
🔺装配同心度不好
🔺螺刀启动速度过快
解决方案及思路:
🔺规范螺丝批头规格
🔺加装螺刀平衡臂机构
🔺机构辅助确保装配同心度
🔺编制合理拧紧策略
🔺增加认帽策略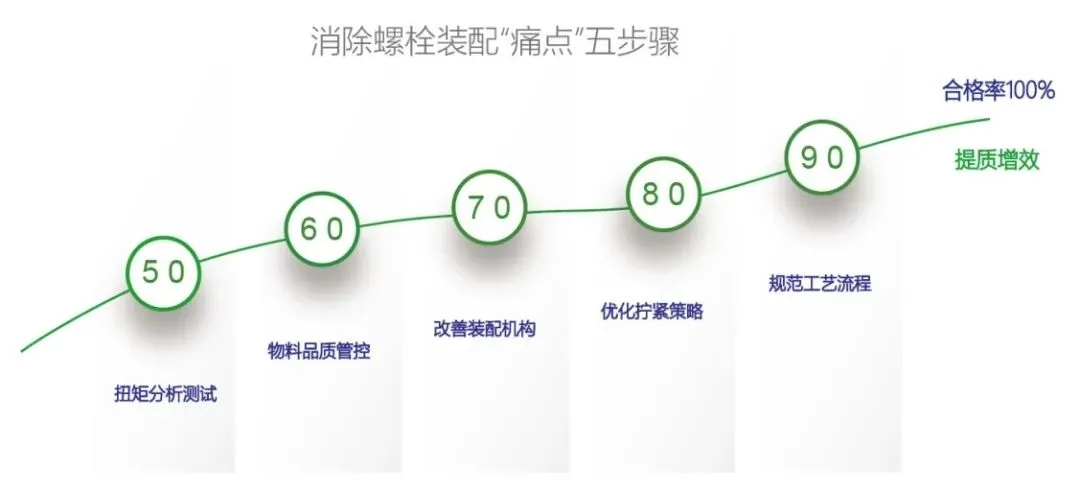
综上所述,当我们受到螺栓装配痛点困扰的时候,针对性地找到解决思路,然后进行分析、改善、优化,逐步将装配质量优化到位,做到真正的提质增效。
解决方法
步骤一:扭矩分析测试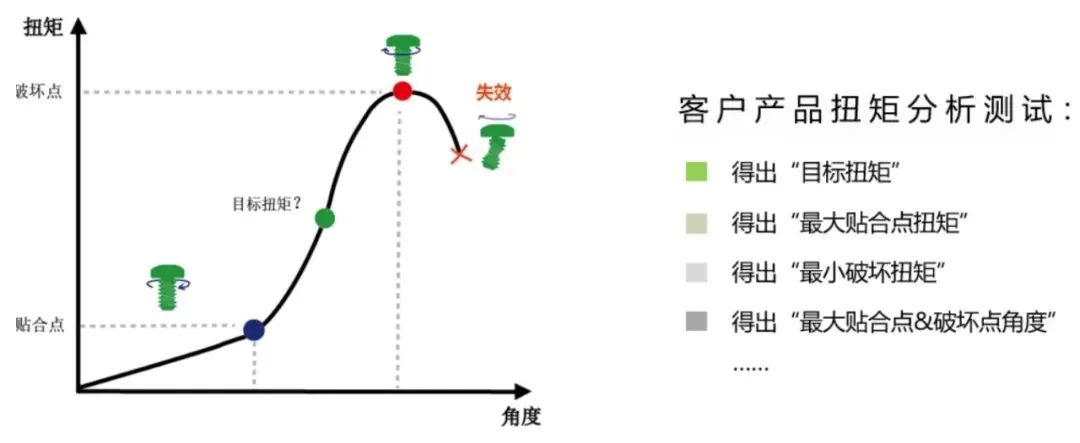
找到专业的拧紧工具供应商,由他们协助做产品扭矩分析测试,然后获取“关键拧紧参数”,为量产制程数据做好准备工作。扭矩分析测试最重要的目的是得到“目标扭矩”,其次就是利用好关键数据为拧紧策略建言献策。
步骤二:物料品质管控 在拧紧装配工艺中,产品物料的安装孔位精度与紧固件的加工精度都需要做好统一管控,因为这些因素会直接或间接地影响到装配质量, 从而导致产品质量不合格、产品报废或客户投诉等问题发生。
在拧紧装配工艺中,产品物料的安装孔位精度与紧固件的加工精度都需要做好统一管控,因为这些因素会直接或间接地影响到装配质量, 从而导致产品质量不合格、产品报废或客户投诉等问题发生。
步骤三:改善装配机构
有效保证装配一致性的手段:
🔺位置控制平衡臂(防呆防错)
🔺装配深度检测(有效检测浮钉)
🔺工装夹具 (保证产品组装工况良好)
🔺工装位移 (重复精度需保证 )
步骤四:优化拧紧策略
怎样才算好的拧紧策略呢?应该具备以下特点:
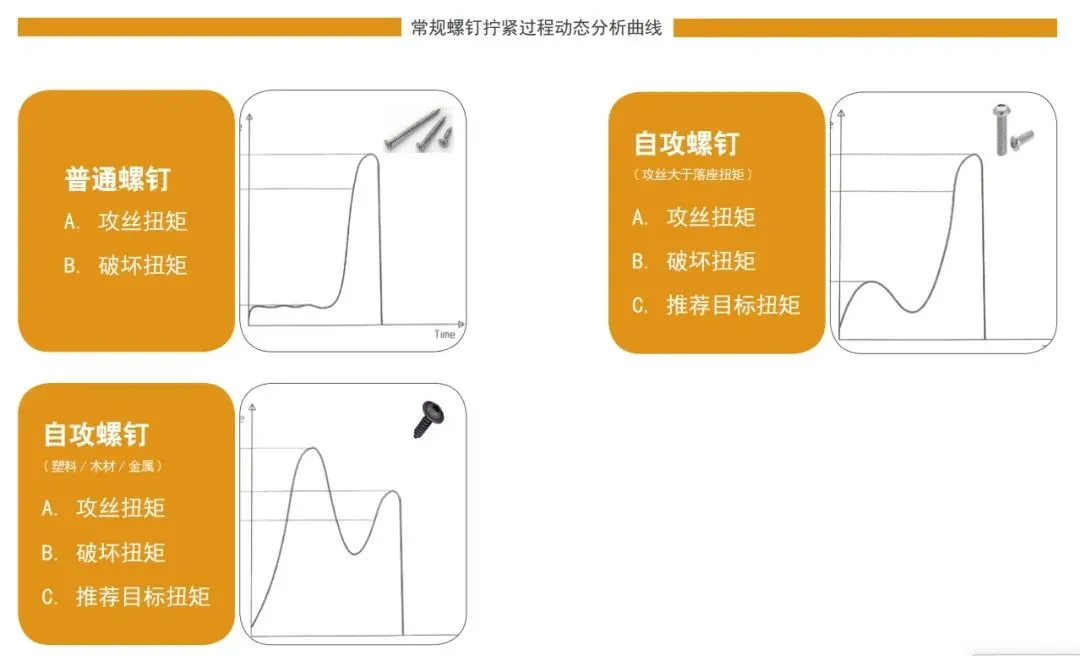
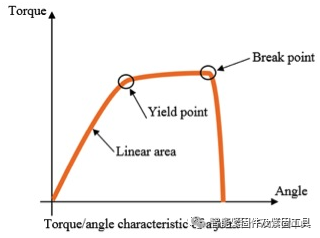
实际应用中的常见拧紧曲线: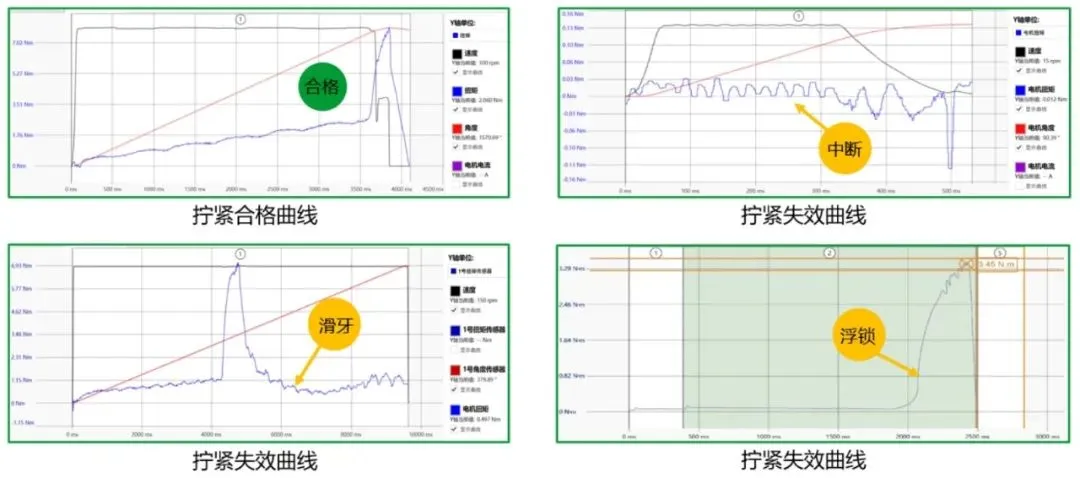
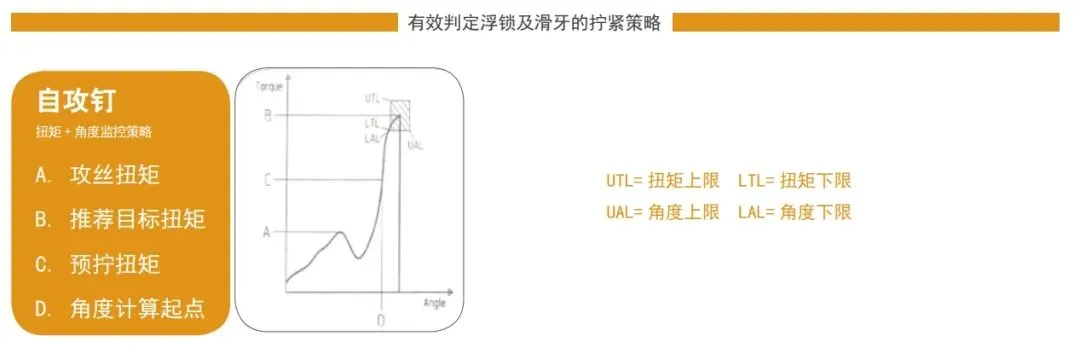
实际应用中的常见拧紧策略: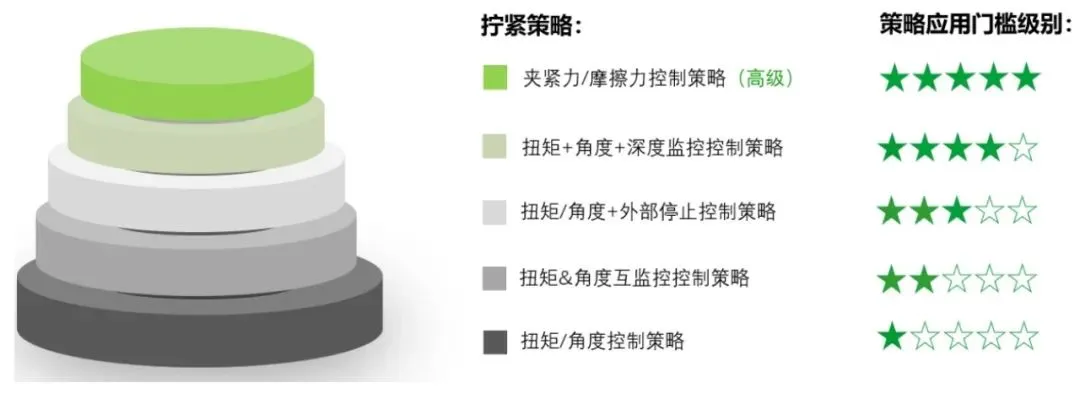
面对复杂的拧紧工艺,如何制定最合理的拧紧策略 ? 扭矩策略、角度策略还是其他?建议可以从以下三个维度着手: 首先,根据产品及紧固件的特性结合工艺要求、技术要求、质量要求来制定合理的拧紧策略,然后,根据试运行的数据结果不断地优化和改善拧紧策略,直到达到满意的效果。
首先,根据产品及紧固件的特性结合工艺要求、技术要求、质量要求来制定合理的拧紧策略,然后,根据试运行的数据结果不断地优化和改善拧紧策略,直到达到满意的效果。
步骤五:规范工艺流程
这里给大家的建议是,合理规范螺栓紧固顺序,结合科学原则制定工艺文件来提升装配质量。
螺栓紧固原则:
🔺按先中间、后两边、对角、顺时针方向依次、分阶段紧固
🔺推荐三段紧固:第一步认帽;第二步50%力矩;第三步100%力矩
🔺螺栓末端应露出螺纹外 1-3 个螺距
数字化对螺栓装配的重要性 越来越多的终端用户对螺栓装配质量提出了更高的要求,在诸多螺栓拧紧装配工艺中,装配质量合格已经成了最基本的门槛。随着科技的发展,产品定位的升级,对螺栓拧紧技术的智能化、数字化以及数据综合分析有了更高的期待。SunTorque智能扭矩系统是一款满足制造型企业在装配工艺过程中实现“工艺防错指导、可视化工具管理、生产统计过程控制”等多种需求的产品。帮助企业快速建立数字化生产管理模式,实现过程质量提升和精益化生产目标。
越来越多的终端用户对螺栓装配质量提出了更高的要求,在诸多螺栓拧紧装配工艺中,装配质量合格已经成了最基本的门槛。随着科技的发展,产品定位的升级,对螺栓拧紧技术的智能化、数字化以及数据综合分析有了更高的期待。SunTorque智能扭矩系统是一款满足制造型企业在装配工艺过程中实现“工艺防错指导、可视化工具管理、生产统计过程控制”等多种需求的产品。帮助企业快速建立数字化生产管理模式,实现过程质量提升和精益化生产目标。
文章转载于网络