一、力矩的定义
力矩表示力对物体作用时所产生的转动效应的物理量。力和力臂的乘积叫做力对转动轴的力矩。即力对某一点的力矩的大小为该点到力的作用线所引垂线的长度(即力臂)乘以力的大小,其方向则垂直于垂线和力所构成的平面,可通过右手螺旋法则来确定。
二、紧固件动静态力矩
为了更好的管理、评判拧紧效果,将力矩划分为动态力矩、静态力矩和残余力矩。
(1)动态力矩
含义:是指紧固件在被紧固过程中测量得到的峰值,一般来说,是由动力工具施加得到动态力矩,动态力矩是在拧紧过程中测量的。动态力矩产生的对于螺栓的轴向预紧力满足工程上对预紧力的要求。
测量方式:在拧紧螺栓的同时用在线式力矩传感器测量
(2)静态力矩
含义:一个紧固件被紧固好之后,将其在拧紧方向上继续旋转的瞬间所需要的力矩。静态力矩是在紧固之后测量的。有的情况下我们也把它叫做残余力矩。
测量方式:安装后用模拟扭力扳手或数字扭力扳手进行测量。
(3)残余力矩
残余力矩——拧紧装配完成后,相对稳定的螺栓连接状态。 一般情况下,螺栓从被拧紧之后到再次旋转,斜率会有一个较明显的变化,此时获得的那个力矩值就是残余力矩。
一般情况下静态力矩和动态力矩之间有一种规律性的数学模型关系,视连接结构的不同而存在差异。根据统计规律和汽车行业多年积累的经验,总结出下列三种关系:
软连接的静态力矩一般低于动态力矩;
硬连接的静态力矩一般高于动态力矩;
中性连接的静态力矩一般接近动态力矩。
三、拧紧过程
采用拧紧设备对紧固件进行拧紧的过程,一般可分为三个阶段——认帽、贴合拧紧、最终拧紧。
(1)认帽:拧紧工具初期以较低的转速旋转,以便使套筒容易套入螺帽,防止在后续快速拧紧过程中套筒空转。具体措施:方向可以是正转/反转/正反转,通过角度或者时间来进行控制此阶段的时长。
(2)贴合拧紧:拧紧工具快速拧紧直到螺栓头和工件贴合,以便减少拧紧时间,加快工作节拍,或者消除部分螺纹副和工件表面间加工质量对夹紧力的影响。具体措施:以目标力矩(过程目标)、时间或者拧紧圈数等来控制。
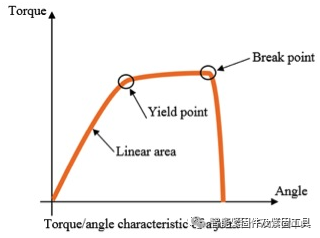
(3)最终拧紧:拧紧工具慢速到达控制目标,以便达到更好的拧紧结果,提高拧紧精度。具体措施:以目标力矩、目标转角或者屈服点来控制。
四、拧紧策略
拧紧策略包含一步拧紧、两步拧紧、多步拧紧,根据不同的紧固点工况,采用不同的拧紧策略,可以实现最佳的拧紧输出效果,包含装配质量、人机工程学等等。
(1)一步拧紧
拧紧过程中采用一步到位的拧紧,中间不需要经过参数变换,在达到参数最终目标力矩之前仍属于一步,达到力矩之后,工具自动停止。可采用力矩控制法或角度控制法。
优点:这种拧紧策略的特点比较直接;
缺点:拧紧过程不大可控。如果最终速度过大,拧紧到最后容易产生过冲,导致拧紧超力矩,一般很少使用该种策略。
(2)两步拧紧
拧紧过程分为两步骤,分为中间力矩与目标力矩。第一步工具高速运行达到中间力矩,第二步工具较低速运行,最终达到目标力矩。可采用力矩控制法或角度控制法。
两步拧紧策略应用于大多数硬连接紧固点。比如座椅连接、安全带连接、轮毂轴承连接等,特别是力矩较大的或者中性连接点。高速运转达到中间力,可以保证一定的节拍。第二步低速运转可以减缓达到目标力距时的过扭。
(3)多步拧紧
主要是将拧紧过程分为多个拧紧过程,至少包含三步以上。如先正向拧紧、再反转、再正向拧紧,后续增加的步骤可在第一步与最后一步之间的中间步骤补充。具体在工具控制器的程序操作为提供一个与多个力矩设置单元的动态链接,用于分几步按顺序执行操作。
多不拧紧结果和统计数据是在多步操作中不同力矩单元的所有结果。
多步拧紧多应用于软连力矩衰减明显的紧固点。如以下某紧固点采用多步拧紧策略。在紧固件按照10Nm的力矩运行,然后反向180°,最后按照30Nm的最终力矩拧紧。此操作可通过多步拧紧策略分三步执行。
同时,在每一步拧紧过程中,采用不同的控制策略进行控制和拧紧状态监测。该种方式可以有效降低力矩衰减。
五、控制策略
拧紧设备控制策略包含力矩控制、力矩控制/角度监控、角度控制/力矩监控、屈服点控制等。
(1)力矩控制
此方法只控制力矩,是利用弹性区域内力矩与夹紧力的线性关系进行拧紧控制的一种最基本的策略。
合格拧紧标准:最小力矩≤峰值力矩≤最大力矩。
优势:
-可有效实现力矩控制,实现紧固件连接
-可直接使用力矩扳手进行拧紧,便于操作与控制。
劣势:
-不能把握螺栓真正的连接状态是否正确
-螺栓利用率低(一般来说在40%到75%左右)
-夹紧力散差大(±25~50%)
-装配精度差
应用:非关键部位的装配,通常用气动工具实现
(2)力矩控制-角度监控
该策略用于控制力矩并监测角度,通过工具角度编码器监测角度。在输出力矩达到设定最终目标值时,工具会自动停止工作。
合格拧紧标准:最小力矩≤峰值力矩≤最大力矩,并且最小转角≤最终转角≤最大转角。
优势:这种控制策略从本质上讲还是力矩控制,只是在拧紧过程中增加了角度监控,目的是监控螺栓连接过程中的真正状态,有效防止错误拧紧。比如错牙、滑牙、焊渣或者较长的螺纹副缺垫片等这些情况,虽然力矩是达到了,但是这些情况在拧紧过程中转动的角度和正常的连接不一样,会导致提前达到力矩而角度偏小,或者是力矩达到了,确需要转动很大的角度,这种力矩是所谓的“假力矩”。
劣势:依然无法克服螺栓连接中因摩擦系数不同而带来的夹紧力的不同,证因为这样,力矩法对于螺栓的利用率很低:40%~75%。因此在实际的螺栓装配过程中,要注意最终力矩的精度,同时也要关注连接中的摩擦系数,避免摩擦系数的波动,比如:螺栓的浸油状态是否不同,螺栓表面处理是否发生变化,是否增加或减少了垫圈等情况。
(3)角度控制-力矩监控
该策略用于控制角度并监测力矩,直接通过角度编码器来控制角度拧紧,通过力矩传感器监测力矩。工具在达到目标角度时自动停止工作,或者力矩超过最大力矩限制时。
合格拧紧标准:最小力矩≤最终力矩≤最大力矩,并且最小转角≤最终转角≤最大转角。
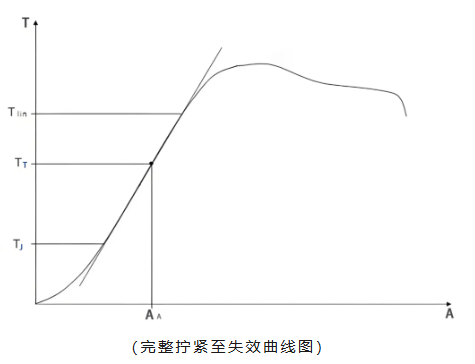
优势:角度控制法降低摩擦系数对于最终得到夹紧力的影响。主要通过将螺栓拉长在超弹性极限,都达到屈服点,以实现既充分利用材料强度(屈服极限的70~80%),又完成了高精度拧紧控制的目的,对于连接的夹紧力有很好的控制范围(夹紧力散差±9%~±17%)。
劣势:在实际生产过程中,紧固点数量较多。不同位置、不同螺栓所对应的起始力矩、控制的角度参数不容易把握,不是每个紧固点都应用到该控制方式。特别是短螺栓。而且成本投入较大。节拍相对较慢。
应用:较常应用于一些关键的紧固点,如汽车底盘驱动轴大螺母紧固点采用的控制方式为角度控制+力矩监控:70Nm+50°
六、力矩衰减
力矩衰减是很常见的现象,由于连接件本身的材料特性在拧紧之后会发生形变或者弓箭螺栓表面的粗糙程度等原力矩衰减的现象非常特别是
力矩衰减不能完全避免,只能通过各种影响因素的控制和优化来改善衰减情况。确保力矩衰减后的夹紧力不低于设计加警力。
在静态力矩检测过程中如出现静态扭动态力矩,则认为力矩存在衰减。注意衰减不一定说明连接失败,需要试验论证。
文章来源于网络,版权归原作者所有,侵删。