在现代工业装配中,螺栓连接的安全性直接关系到整个设备的使用寿命和可靠性。扭矩法作为最常用的螺栓拧紧方法,因其操作简便、成本低廉而被广泛应用。
然而,在实际应用中,许多工程师都曾遇到这样的困惑:为什么使用相同的扭矩值,螺栓的预紧力却差异巨大?
德国工程师协会发布的VDI 2230 Blatt 3标准(2024年7月版)深入剖析了扭矩法拧紧的关键影响因素,揭示了这一现象背后的真相。
- 摩擦系数:最不稳定的因素 -
摩擦系数是影响扭矩法精度的首要因素。根据VDI 2230标准,在典型的螺栓连接中,高达80-90%的扭矩被用于克服摩擦阻力,仅有10-20%的扭矩实际转化为螺栓的预紧力。
螺纹摩擦系数(μG)和支承面摩擦系数(μK)的微小变化都会导致预紧力的显著波动。标准中指出,当摩擦系数从0.10增加到0.16时,同一扭矩产生的预紧力可能下降超过20%。
影响摩擦系数的主要因素:
•表面处理状态(镀锌、磷化、达克罗等)
•润滑剂类型和用量
•表面粗糙度
•材料配对组合
实践表明,使用合适的润滑剂可以将摩擦系数的波动范围控制在±0.03以内,如果能够更加收窄螺栓的摩擦系数范围,这样可以更加显著提高装配一致性。
- 温度变化:被忽视的关键变量 -
温度对扭矩法拧紧的影响体现在多个方面:
装配环境温度
装配环境温度的变化会改变摩擦副的摩擦特性。研究表明,温度每升高10℃,某些润滑剂的摩擦系数可能变化5-8%。
零部件温度
差异会导致热胀冷缩效应。钢制螺栓的温度系数约为12×10⁻⁶/℃,对于长度为100mm的螺栓,温度变化50℃将产生0.06mm的长度变化,这足以引起预紧力的显著改变。特别是螺栓与被连接件材料不同时候,在夏天装配和在冬天使用,亦或是在冬天装配和在夏天使用螺栓的预紧力会产生比较大的变化。这也是为什么现在轻量化连接中,考虑铝制螺栓的主要原因之一。
热传导
效应在连续装配时尤为明显,先前装配产生的热量会累积影响后续装配质量。
- 尺寸公差:累积误差的放大器 -
VDI 2230标准强调,尺寸公差是影响扭矩法精度的重要因素:
螺纹公差
直接影响实际接触面积和应力分布。以M10螺栓为例,6g/6H公差配合与4g/6H配合产生的预紧力差异可达10-15%。
同时,在摩擦系数试验中,一般按照螺纹的公称直径进行计算摩擦系数,如果中径,角度等存在偏差也往往会导致摩擦系数的变化。
支承面公差
包括平行度、平面度等形位公差,其影响往往被低估。支承面不平行度超过0.1mm时,预紧力分散度可能增加30%以上。
累积公差
在多个连接件组合时更为显著,各零件公差的叠加效应会进一步放大预紧力波动。
以上所有的尺寸都可以通过我们的光学尺寸测量设备ECM进行工艺过程管控,入厂检验管控,确保各批次的螺栓尺寸质量满足要求。
- 表面状况:微观世界的大影响 -
表面状况对扭矩法拧紧的影响体现在三个层面:
表面粗糙度
决定了实际接触面积。粗糙度从Ra0.8提高到Ra0.2,摩擦系数稳定性可提升25%。
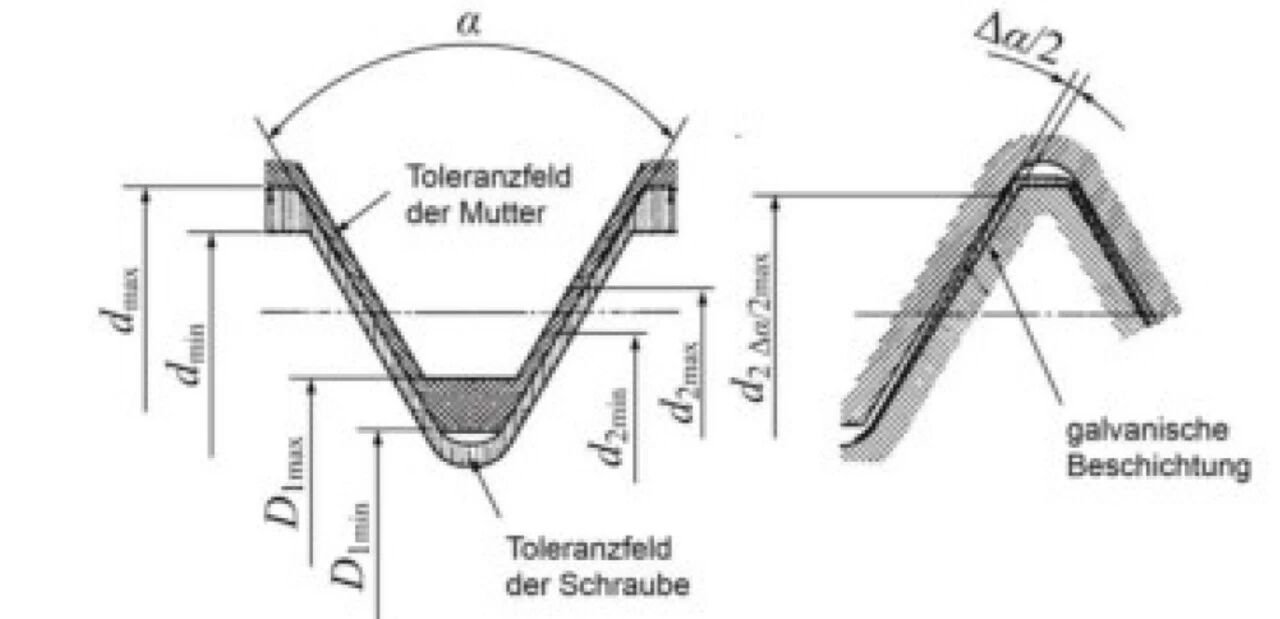
表面涂层
不仅影响摩擦特性,还改变了接触刚度。润滑后锌基涂层的摩擦系数通常为0.10-0.16,而达克罗涂层为0.08-0.14。当然可以通过实际的润滑剂来改变或调整螺栓的摩擦系数范围,并且保证其稳定性。
表面清洁度
油污、灰尘等污染物会显著改变摩擦特性,标准建议在装配前进行必要的清洁处理,已经控制摩擦系数,做过预处理的螺栓除外。
对于现场涂润滑油的螺栓连接或行业,要通过培训操作人员注意摩擦系数对预紧力的影响,保证涂敷面积和厚度等均匀,存放时间等稳定,钢结构,桥梁行业往往要现场测扭矩系数K,这样能够更加符合现场的情况。
- 装配工具:精度决定上限 -
工具的性能直接影响扭矩法的实施效果:
工具精度等级
是首要考虑因素。普通扭矩扳手的精度为±6%,而高精度电动扭矩工具可达±1%。这意味着在要求100N·m的装配中,实际扭矩可能在94-106N·m之间波动。
工具校准状态
同样重要。标准建议每使用5000次或每3个月进行一次校准,以确保精度。
工具类型选择
也至关重要。液压扭矩扳手适用于大扭矩场合,而电子扭矩扳手更适合高精度要求的装配。
- 操作因素:人为误差不可忽视 -
即使在自动化程度很高的今天,人为因素仍然影响着扭矩法装配质量:
操作姿势
不规范会导致扭矩施加方向偏离轴线,产生附加弯矩。研究表明,偏离角度超过5°时,预紧力误差可达10%以上。
操作速度
对摩擦特性有显著影响。过快的拧紧速度会导致摩擦系数测试条件与实际装配条件不一致。
操作顺序
在多螺栓连接中尤为重要,不合理的拧紧顺序会引起受力不均。
- 环境因素:潜移默化的影响 -
环境条件同样会影响扭矩法装配质量:
湿度变化
会改变摩擦表面的氧化状态,特别是对于未作表面处理的零件。
污染环境
中的粉尘、油雾等会附着在螺纹表面,改变摩擦特性。
振动环境
在装配过程中会影响扭矩传感器的读数准确性。
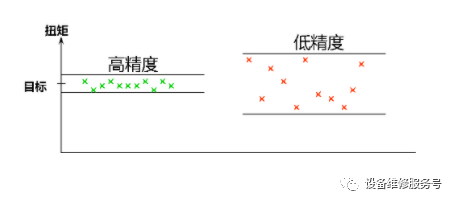
- 质量控制:从结果到过程的转变 -
VDI 2230标准强调,要提高扭矩法装配质量,必须建立完善的质量控制体系:
过程监控
比结果检验更重要。实时监测扭矩-转角曲线可以及时发现异常。
统计分析
是必不可少的工具。通过对历史数据进行统计分析,可以识别出影响装配质量的关键因素。
预防性维护
包括定期更换磨损部件、校准工具等,是保证长期稳定性的基础。
实践建议
通过深入理解VDI 2230标准揭示的这些影响因素,制造企业可以采取有针对性的改进措施,显著提高螺栓连接的可靠性和一致性。
在实际应用中,建议企业:
•建立完善的摩擦系数管理体系
•严格控制装配环境条件
•选择合适精度等级的工具
•加强操作人员培训
•实施全过程质量控制
只有系统性地管理所有这些影响因素,才能真正发挥扭矩法的优势,为设备安全可靠运行提供有力保障。
文章来源于网络,版权归原作者所有,侵删。