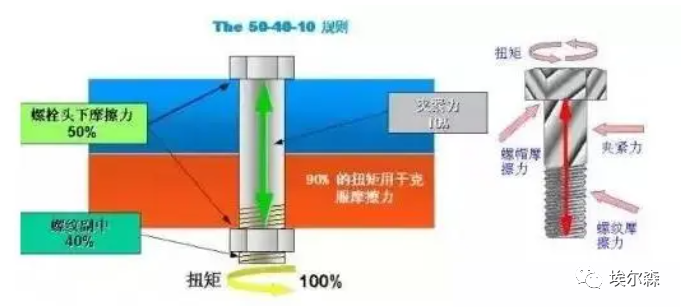
首先,为什么要做静态扭矩检测?在很多情况下,生产过程中的扭矩值和下线检测出来的扭矩值是不相同的,比如说,在控制器上显示的扭矩是100N.m,在拧紧完成后检测的扭矩值就只有80N.m了。那么,哪个扭矩值才是我们所要关注的呢?电动拧紧枪的参数,在拧紧结束瞬间电动拧紧枪上显示的峰值数值就是动态扭矩,动态扭矩是在拧紧过程中测量的。对于零件装配来讲,动态扭矩是工程研发部门对制造工艺的过程输入,而不是对拧紧结果的要求。那么,当电动枪达到设定扭矩后,我们怎么知道螺栓或者螺帽已经真正的已经拧紧了并符合要求?这个时候静态扭矩的概念就出现了。静态扭矩,一般是拧紧后对螺栓拧紧点进行复检,确认拧紧扭矩的衰减大小。静态扭矩是在紧固之后测量的。简而言之,动态扭矩用于生产,静态扭矩用于检验。 对于螺栓连接的安装完整性来说,存在不确定性是很正常的。常用的检查方法是测量静态力矩,以评估螺母是否已拧紧到正确的扭矩,或者是否发生了松动。常用的方法如下:1、拧松法。将装配好的螺栓用指示式扭矩扳手慢慢地反向施加扭矩,使其松开,读取松开转动时的瞬间扭矩值,这种测试方式误差较大,除特殊情况外,生产中很少使用。2、拧紧法。用表盘式扭矩扳手或数显扭矩扳手将装配好的螺栓平稳用力逐渐增加力矩,当螺栓开始发生微小的转动时,继续加力,扭矩增大后逐渐减小,记录表盘式扭矩扳手或数显扭矩扳手上所指示的扭矩值。一般为拧紧完成后30min以内测量。3、复位法。检验前,先在被检螺栓或螺母和工件之间划上一条线,然后将螺栓或螺母松开10-30°,再用表盘式扭矩扳子拧紧到原始划线的位置,然后读出扭矩值,即为测量值。该方法特别适用于台架和路试试验后的螺栓静态扭矩的测量方法 。4、检测扭矩法。此方法常用用于涂胶类产品的检查,常用方法:在拧紧的方向继续拧紧,直至拧紧达到检测扭矩,如果螺栓头部不出现转动,则判定为合格,反之则不合格。文章来源于网络,版权归原作者所有,侵删。

 5
5