当不同螺栓连接副的动态扭矩均设定为30N·m 时,部分连接副的静态扭矩可达33N·m 及以上,另一部分却仅为 26N·m 及以下,这种差异的成因是什么?动静态扭矩的核心影响因素有哪些?二者的关联与区别体现在哪里?本文将从定义、影响机制等方面展开系统分析。
一、动态扭矩与静态扭矩的核心定义
1.动态扭矩
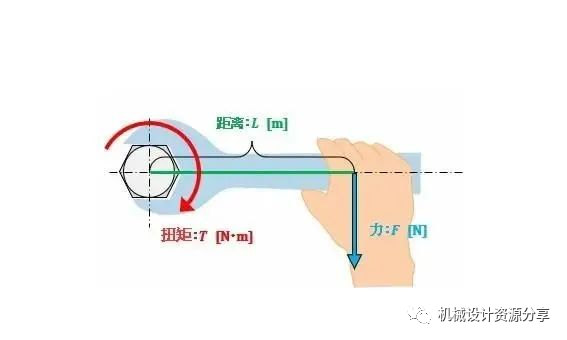
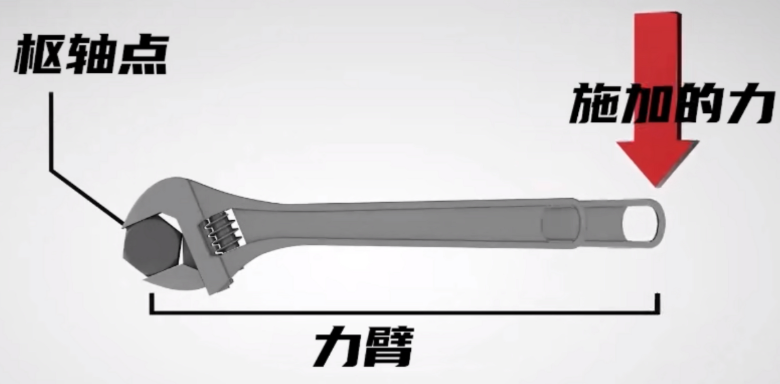
动态扭矩是螺栓拧紧过程中,通过拧紧设备传感器(如拧紧枪、动力扳手)实时采集的扭矩值,其物理本质是螺栓克服螺纹副及接触面动态摩擦所需要的扭矩水平。无论是手动扭矩扳手还是自动化动力工具,在螺栓拧紧作业过程中施加的扭矩均属于动态扭矩范畴。
某高精度拧紧枪的拧紧曲线中,曲线终点对应的工艺设定点扭矩值,即为该工况下的动态扭矩(如图所示)。
2.静态扭矩
静态扭矩是紧固件拧紧作业完成、螺栓完全静止后,沿原拧紧方向继续施加外力,以克服螺纹副及接触面静态摩擦所测得的最大扭矩值。工程中常用的表盘式扭矩扳手、数显式扭矩扳手,其检测所得的扭矩值均为静态扭矩。
二、动静态扭矩的关联特性与影响因素
1. 二者的理论关联与实际差异
理论上,静态扭矩应与动态扭矩保持一致,共同反映螺栓的实际紧固状态。但实际应用中,二者的关系主要受静态摩擦力与弹性衰减两大因素制约,最终呈现出不同的数值趋势。
2. 关键影响因素分析
(1)静态摩擦力的作用
由于螺栓静止后,螺纹副及接触面会形成静态摩擦界面,在静态扭矩检测时,需额外施加扭矩以打破该界面、驱动螺栓再次运动。这种额外扭矩需求使得静态扭矩往往呈现出高于动态扭矩的趋势。
需注意的是,当静态扭矩高于动态扭矩时,并不代表螺栓夹紧力更大,仅能说明静态摩擦阻力对检测结果产生了影响。
(2)弹性衰减的作用
静态扭矩检测通常在拧紧作业完成后进行,而连接副在受力状态下,材料会随时间发生蠕变、接触面会出现微观嵌入,导致螺栓扭矩出现自然衰减,即 “弹性衰减”。这种衰减效应会使静态扭矩呈现出低于动态扭矩的趋势。
3. 典型连接形式的差异表现
连接副的 “软硬特性” 直接决定动静态扭矩的数值关系:
🔺硬连接场景:如钢 - 钢材质的刚性连接,静态扭矩通常大于动态扭矩。
🔺软连接场景:如钢 - 铝、带柔性垫片的连接,动态扭矩通常大于静态扭矩。
三、动静态扭矩的控制逻辑与核心目标
行业标准文件中规定的扭矩指标通常为动态扭矩,而现场检验采用扭矩扳手测得的多为静态扭矩,二者的固有差异决定了需通过 “过程 + 监督” 双维度控制实现可靠紧固:
🔺动态扭矩控制:确保螺栓拧紧过程中的扭矩符合工艺要求,避免过程波动导致的紧固不足或过紧。

🔺静态扭矩监督:验证拧紧过程是否存在异常变异,同时确认螺栓拧紧后的夹紧力是否满足可靠性要求。

四、动静态扭矩关系的关键影响要素
1. 连接副自身特性
🔺被连接件材质硬度:如铝制件等软质材料易引发扭矩衰减,硬质钢件则更易维持扭矩稳定。
🔺紧固件结构参数:小径螺栓、长螺栓等结构易表现出偏软特性,影响扭矩传递效率。
🔺表面涂层特性:部分特殊功能涂层(如润滑涂层)会改变摩擦系数,进而影响动静态扭矩关系。
🔺垫片配置:柔性垫片(如橡胶垫片)会增强弹性衰减效应,刚性垫片则对扭矩稳定性影响较小。
🔺温度环境:钢 - 铝等异质材料连接中,不同材质热膨胀系数差异会导致扭矩随温度变化,影响动静态数值匹配度。
2. 拧紧工艺与设备参数
🔺拧紧工具精度:自动化拧紧枪、手动扭矩扳手的校准误差会直接影响动态扭矩施加精度。
🔺拧紧方法选择:一步法拧紧与多步法拧紧、扭矩控制法与角度控制法,对扭矩的传递效率和稳定性影响不同,进而改变动静态扭矩关系。
3. 扭矩检测环节
🔺检测人员操作:同一把扭矩扳手由不同人员操作时,因施力角度、速度差异,检测结果会出现偏差,因此静态扭矩检测人员需经专业培训并持证上岗。
🔺检测工具与方法:不同类型扭矩扳手(表盘式、数显式)的精度等级、检测时的施力速率,均会对静态扭矩检测结果产生影响。
五、总结与实践建议
1. 核心认知
动态扭矩与静态扭矩是保障连接副连接可靠性的两大核心指标:动态扭矩的作用是确保拧紧过程合规,静态扭矩的作用是验证过程稳定性与夹紧力可靠性;二者的关系主要受连接副特性、拧紧工艺、检测环节三类因素影响,需结合具体场景分析数值差异。
2. 实践控制策略
实际工程中,需先明确连接副的 “软硬特性”(如硬连接 / 软连接),再基于实测数据建立动静态扭矩控制图表;通过统计方法(如 3σ 原则)确定合理控制范围,并定期收集新数据优化控制标准,确保螺栓连接的长期可靠性。
文章来源于网络,版权归原作者所有,侵删。